




Synergistic Effects of “Carbon Fibre-Graphene” Hybrid Systems and Microwave Post-Treatment Processes on the Mechanics of 3D Printed Polyurethane Composites
-
摘要: 为研究“碳纤维-石墨烯”(carbon fiber-graphene,CF-G)增强热塑性聚氨酯(TPU)复合材料3D打印试件的力学性能以及微波后处理的影响,通过螺杆挤出工艺制备了CF-G增强TPU(G+CF/TPU)复合材料线材,然后采用熔融沉积成型技术和微波后处理工艺,制备了G+CF/TPU复合材料3D打印试件。研究表明,CF-G异质结构能够协同提高TPU复合材料的力学性能,特别是采用新型微波后处理工艺后,G+CF/TPU试件的拉伸强度和韧性得到进一步提高。其原因是CF-G异质结构与微波的协同作用促进了增强相与基体之间的界面黏结,减少了3D打印过程中点、层和道之间的内部缺陷。研究结果对于探索3D打印材料的力学性能强化和后处理工艺优化具有积极的意义。Abstract: The 3D printing manufacturing process and mechanical behaviors of “carbon fiber-graphene” (CF-G) reinforced thermoplastic polyurethane (TPU) composites were investigated. The CF-G reinforced TPU composite filaments were prepared by the screw extrusion process, then the G+CF/TPU composites were manufactured by the fused deposition modeling (FDM) technology and microwave post-treatment process. It shows that the CF-G heterostructure can synergistically enhance the mechanical properties of TPU composites. Especially, by adopting the novel microwave post-treatment process, the G+CF/TPU specimens exhibited the further improved tensile strength and toughness, which may be attributed to the promoted interface bonding between the reinforcing phase and matrix, and the reduced internal defects between points, layers, and channels induced by the synergistic effect between the CF-G heterostructure and microwave. This study has positive significance for exploring the mechanical reinforcement and post-treatment processes of 3D printed materials.
-
Key words:
- 3D printing /
- carbon fiber /
- thermoplastic urethane /
- mechanical properties /
- microwave treatment /
- synergistic effect
-

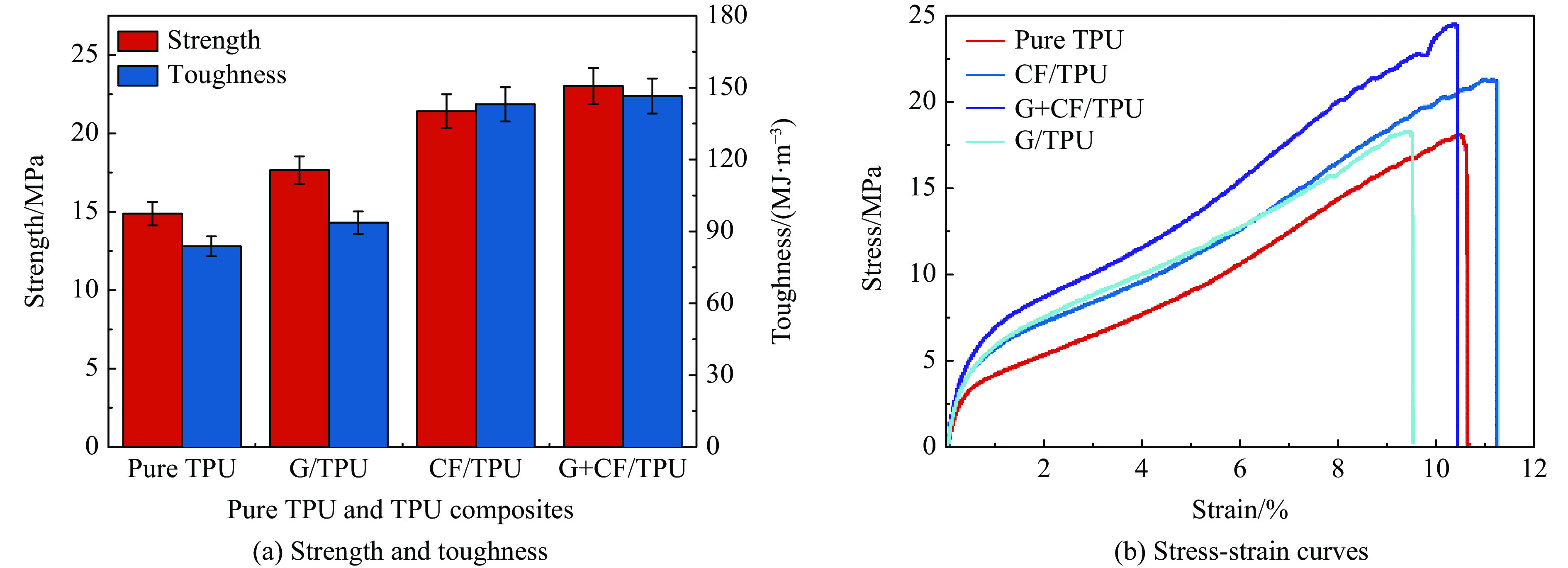
图 2 无微波处理的纯TPU样品和无微波处理的不同TPU复合材料的拉伸测试结果
Figure 2. Tensile test results of pure TPU samples and different TPU composites in the absence of microwave radiation

图 3 无微波处理的纯TPU样品与微波处理后的不同TPU复合材料的拉伸测试结果
Figure 3. Tensile test results of pure TPU samples without microwave radiation and different TPU composites after microwave radiation treatment

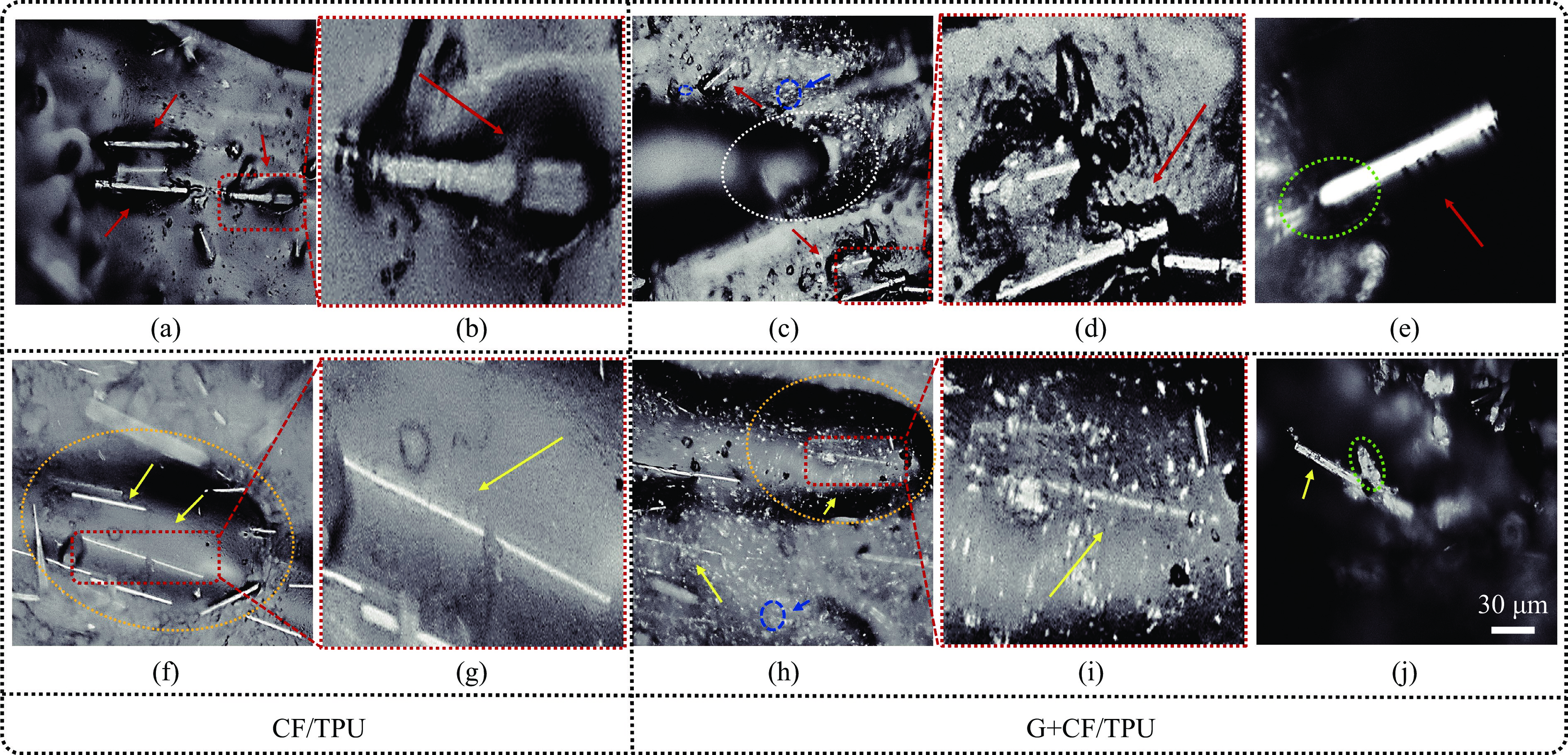
图 4 微波处理前后不同复合材料的微观形貌:(a)~(e) 微波处理前,(f)~(j) 微波处理后
Figure 4. Microscopic morphology of different composites before and after microwave treatment: (a)−(e) before microwave treatment, (f)−(j) after microwave treatment

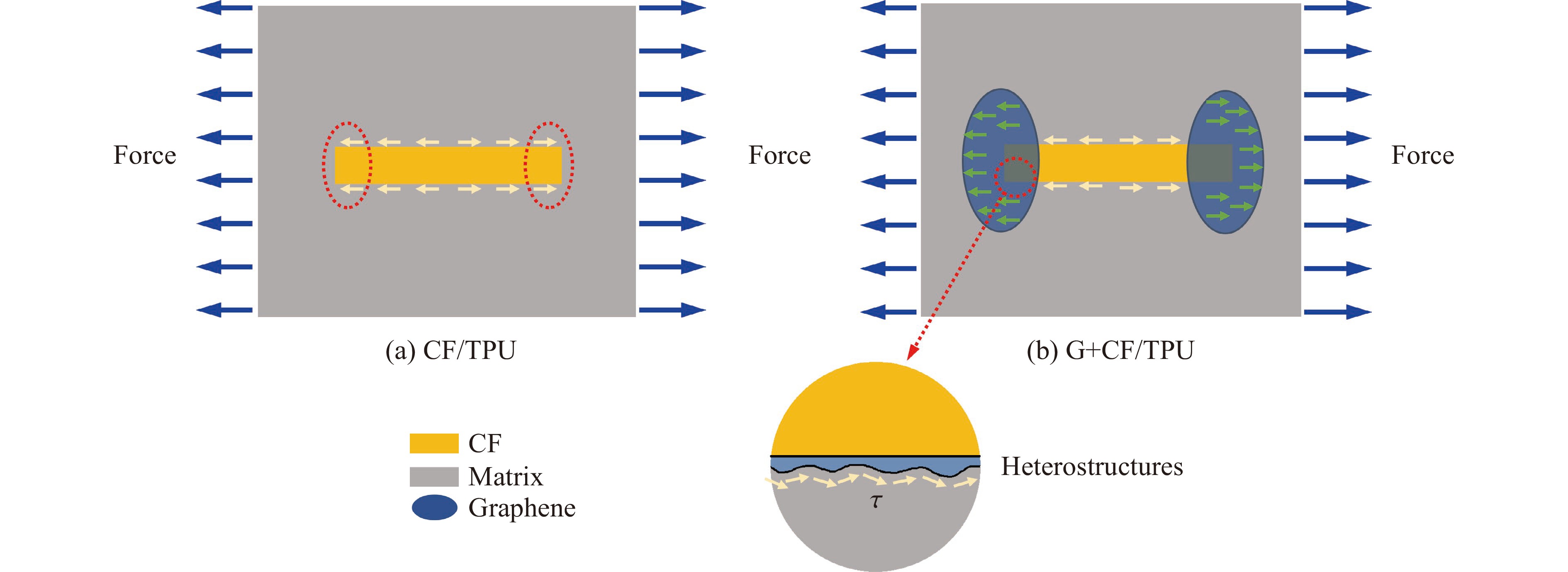
图 5 不同TPU复合材料的负载传递机制示意图
Figure 5. Schematic illustration of load transfer mechanisms for different TPU composites

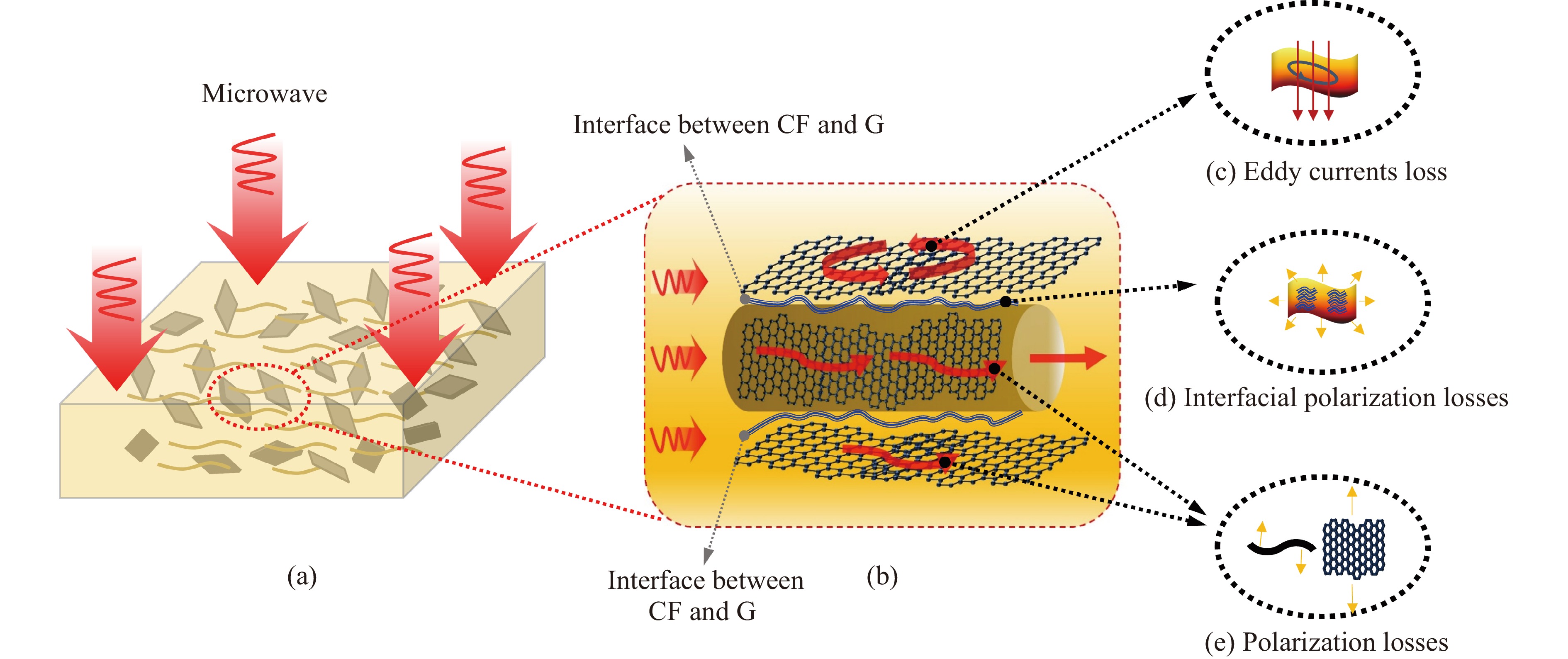
图 6 G+CF/TPU复合材料的微波吸收示意图
Figure 6. Schematic diagram of microwave absorption of G+CF/TPU composites

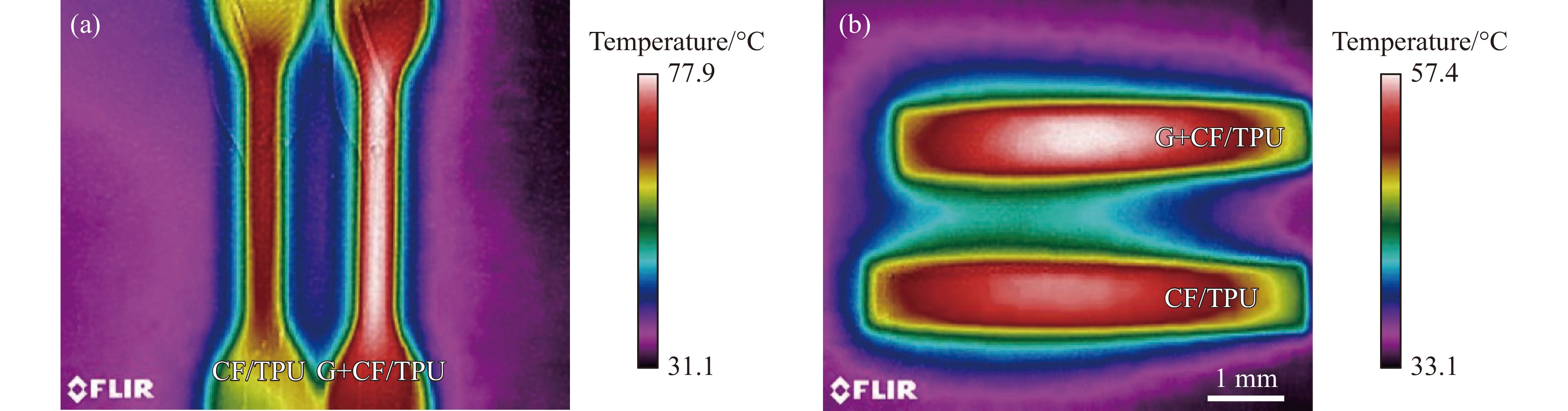
图 7 微波处理30 s后CF/TPU和G+CF/TPU复合材料的表面温度
Figure 7. Surface temperature of CF/TPU and G+CF/TPU composites after microwave treatment of 30 s
表 1 不同复合材料的挤压参数
Table 1. Extrusion parameters of different composites
Material Extruder barrel heating zone temperature/℃ Extruder head temperature/℃ Screw rotational speed/(r·min−1) Pure TPU 196 190 24 CF/TPU 188 184 18 G/TPU 182 179 24 G+CF/TPU 180 177 18  下载: 导出CSV
下载: 导出CSV
-
[1] 侯祥龙, 雷建银, 李世强, 等. 3D打印贝壳仿生复合材料的拉伸力学行为 [J]. 高压物理学报, 2020, 34(1): 014102. doi: 10.11858/gywlxb.20190768HOU X L, LEI J Y, LI S Q, et al. Tension mechanical behavior of 3D printed composite materials inspired by nacre [J]. Chinese Journal of High Pressure Physics, 2020, 34(1): 014102. doi: 10.11858/gywlxb.20190768 [2] 孟祥生, 武晓东, 张海广. 3D打印浆砌层合结构复合材料层间断裂韧性的数值模拟 [J]. 高压物理学报, 2020, 34(4): 044206. doi: 10.11858/gywlxb.20190827MENG X S, WU X D, ZHANG H G. Numerical simulation on interlaminar fracture toughness of 3D printed mortar laminated composites [J]. Chinese Journal of High Pressure Physics, 2020, 34(4): 044206. doi: 10.11858/gywlxb.20190827 [3] 于鹏, 韦归鸿, 黄圣华, 等. 3D打印TPU/PCL共混物食管支架在食管内的生物力学性能 [J]. 工程塑料应用, 2023, 51(9): 123–129. doi: 10.3969/j.issn.1001-3539.2023.09.020YU P, WEI G H, HUANG S H, et al. Biomechanical properties of 3D printed TPU/PCL blends for esophageal stents in the esopha-gus [J]. Engineering Plastics Application, 2023, 51(9): 123–129. doi: 10.3969/j.issn.1001-3539.2023.09.020 [4] YAN J, DEMIRCI E, GANESAN A, et al. Extrusion width critically affects fibre orientation in short fibre reinforced material extrusion additive manufacturing [J]. Additive Manufacturing, 2022, 49: 102496. doi: 10.1016/j.addma.2021.102496 [5] TEKINALP H L, KUNC V, VELEZ-GARCIA G M, et al. Highly oriented carbon fiber-polymer composites via additive manufacturing [J]. Composites Science and Technology, 2014, 105: 144–150. doi: 10.1016/j.compscitech.2014.10.009 [6] NUGROHO W T, DONG Y, PRAMANIK A, et al. Smart polyurethane composites for 3D or 4D printing: general-purpose use, sustainability and shape memory effect [J]. Composites Part B: Engineering, 2021, 223: 109104. doi: 10.1016/j.compositesb.2021.109104 [7] WANG X, JIANG M, ZHOU Z W, et al. 3D printing of polymer matrix composites: a review and prospective [J]. Composites Part B: Engineering, 2017, 110: 442–458. doi: 10.1016/j.compositesb.2016.11.034 [8] LIU W B, WU N, POCHIRAJU K. Shape recovery characteristics of SiC/C/PLA composite filaments and 3D printed parts [J]. Composites Part A: Applied Science and Manufacturing, 2018, 108: 1–11. doi: 10.1016/j.compositesa.2018.02.017 [9] DUTY C E, KUNC V, COMPTON B, et al. Structure and mechanical behavior of big area additive manufacturing (BAAM) materials [J]. Rapid Prototyping Journal, 2017, 23(1): 181–189. doi: 10.1108/RPJ-12-2015-0183 [10] HUA L Q, WANG X, DING L N, et al. Effects of fabrication parameters on the mechanical properties of short basalt-fiber-reinforced thermoplastic composites for fused deposition modeling-based 3D printing [J]. Polymer Composites, 2023, 44(6): 3341–3357. doi: 10.1002/pc.27325 [11] HMEIDAT N S, PACK R C, TALLEY S J, et al. Mechanical anisotropy in polymer composites produced by material extrusion additive manufacturing [J]. Additive Manufacturing, 2020, 34: 101385. [12] TZOUNIS L, PETOUSIS M, GRAMMATIKOS S, et al. 3D printed thermoelectric polyurethane/multiwalled carbon nanotube nanocomposites: a novel approach towards the fabrication of flexible and stretchable organic thermoelectrics [J]. Materials, 2020, 13(12): 2879. doi: 10.3390/ma13122879 [13] NING F, CONG W, QIU J, et al. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling [J]. Composites Part B: Engineering, 2015, 80: 369–378. doi: 10.1016/j.compositesb.2015.06.013 [14] CAO L, XIAO J, KIM J K, et al. Effect of post-process treatments on mechanical properties and surface characteristics of 3D printed short glass fiber reinforced PLA/TPU using the FDM process [J]. CIRP Journal of Manufacturing Science and Technology, 2023, 41: 135–143. doi: 10.1016/j.cirpj.2022.12.008 [15] MUSHTAQ R T, WANG Y, KHAN A M, et al. A post-processing laser polishing method to improve process performance of 3D printed new industrial nylon-6 polymer [J]. Journal of Manufacturing Processes, 2023, 101: 546–560. doi: 10.1016/j.jmapro.2023.06.019 [16] BARMOUZ M, HOSSEIN BEHRAVESH A. Shape memory behaviors in cylindrical shell PLA/TPU-cellulose nanofiber bio-nanocomposites: analytical and experimental assessment [J]. Composites Part A: Applied Science and Manufacturing, 2017, 101: 160–172. doi: 10.1016/j.compositesa.2017.06.014 [17] HAN S, CHAND A, ARABY S,et al. Thermally and electrically conductive multifunctional sensor based on epoxy/graphene composite [J]. Nanotechnology, 2020, 31(7): 075702. doi: 10.1088/1361-6528/ab5042 [18] SANG L, HAN S F, LI Z P, et al. Development of short basalt fiber reinforced polylactide composites and their feasible evaluation for 3D printing applications [J]. Composites Part B: Engineering, 2019, 164: 629–639. doi: 10.1016/j.compositesb.2019.01.085 -

 下载:
下载:



计量
- 文章访问数: 771
- HTML全文浏览量: 382
- PDF下载量: 38
