




Ablation Properties of Nanosecond Laser-Irradiated SiC Material
-
摘要: 建立了纳秒脉冲激光烧蚀SiC的实验平台和激光烧蚀诱导等离子体的实验测量系统,并采用一维流体力学程序模拟了高功率激光烧蚀SiC的过程和烧蚀过程中产生等离子体射流的动力学过程,获得了纳秒激光对SiC的烧蚀规律,研究了激光烧蚀过程中产生的等离子体对烧蚀效率的影响。研究结果可为纳秒激光烧蚀材料的相关工程化应用提供参考。Abstract: A nanosecond pulsed laser ablation platform of SiC material and a nanosecond pulsed laser induced plasma experimental system were established. One dimensional fluid mechanics code was used to simulate the dynamic process of plasma jet generated by high power laser during the ablation of SiC material. The nanosecond pulsed laser ablation rule of SiC material was obtained, and the effect of laser induced plasma on ablation depth was verified through experiment and numerical simulation. The research results can provide reference for material engineering applications related to nanosecond laser ablation.
-
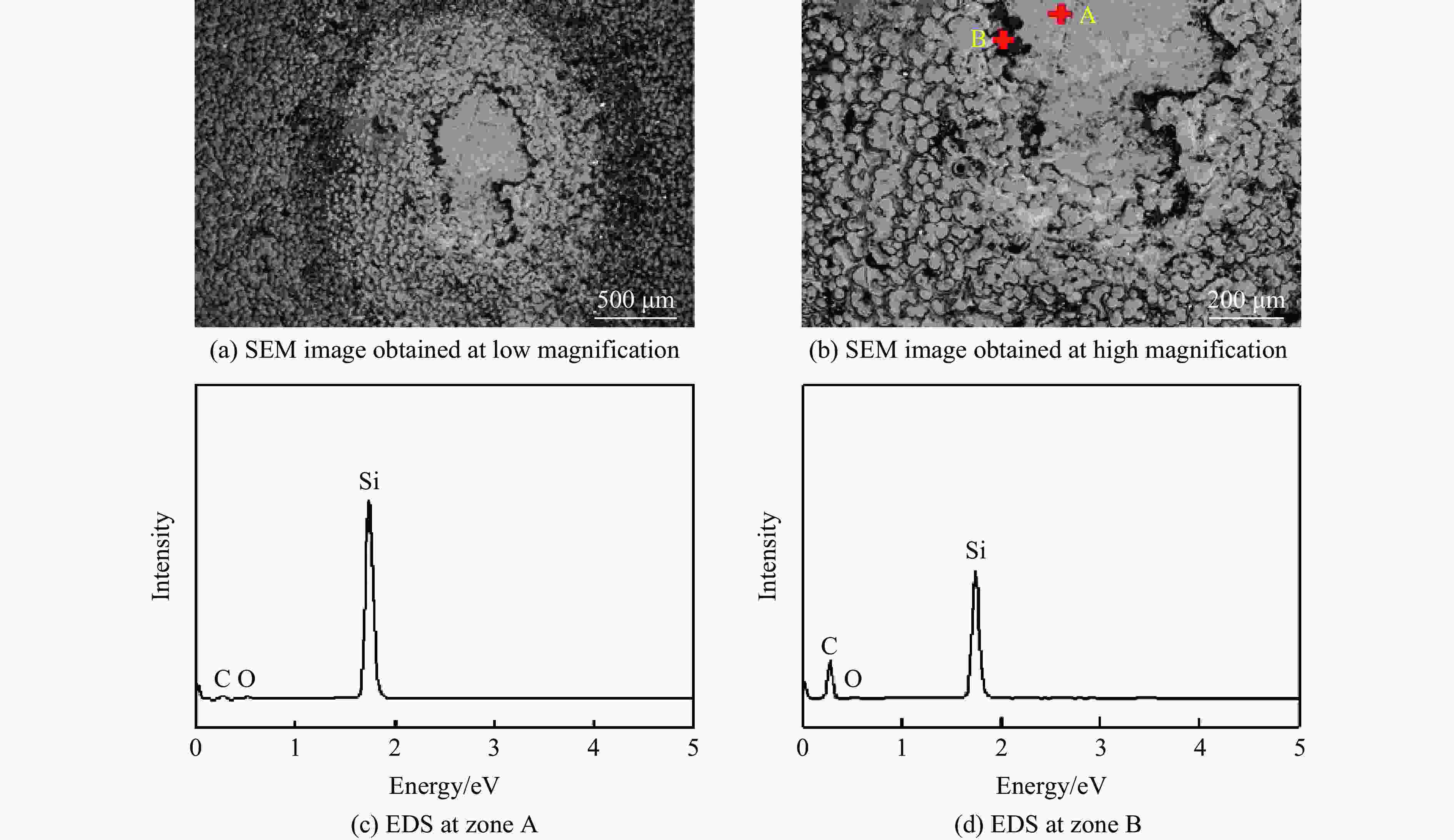
图 4 纳秒激光烧蚀SiC后材料表面的SEM图像及EDS分析结果
Figure 4. SEM images and EDS of SiC materials after nanosecond laser ablation
-
[1] 孙承纬. 激光辐照效应 [M]. 北京: 国防工业出版社, 2002: 1−7. [2] 李牧, 孙承纬, 赵剑衡, 等. 激光驱动薄膜产生等离子体射流的条件分析 [J]. 高压物理学报, 2011, 25(4): 351–358.LI M, SUN C W, ZHAO J H, et al. Conditions analysis of laser-driven plasma jet [J]. Chinese Journal of High Pressure Physics, 2011, 25(4): 351–358. [3] 李春宏, 周信达, 韩伟, 等. 纳秒激光辐照下石英基单层石墨烯的损伤特性 [J]. 高压物理学报, 2016, 30(5): 392–398.LI C H, ZHOU X D, HAN W, et al. Characteristics of nanosecond laser-irradiated damage in single-layer graphene on fused silica substrate [J]. Chinese Journal of High Pressure Physics, 2016, 30(5): 392–398. [4] MARABOTTI P, PEGGIANI S, VIDALE A, et al. Pulsed laser ablation in liquid of sp-carbon chains: status and recent advances [J]. Chinese Physics B, 2022, 31(12): 125202. doi: 10.1088/1674-1056/ac81b2 [5] REITANO R, BAERI P. Excimer laser induced thermal evaporation and ablation of silicon carbide [J]. Nuclear Instruments and Methods in Physics Research Section B: Beam Interactions with Materials and Atoms, 1996, 116(1): 369–372. [6] MOHAMMED A F, AL-JARWANY Q A, CLARKE A J, et al. Ablation threshold measurements and surface modifications of 193 nm laser irradiated 4H-SiC [J]. Chemical Physics Letters, 2018, 713: 194–202. doi: 10.1016/j.cplett.2018.09.057 [7] ZHANG J, SUGIOKA K, WADA S, et al. Direct photoetching of single crystal SiC by VUV-266 nm multiwavelength laser ablation [J]. Applied Physics A, 1997, 64(4): 367–371. doi: 10.1007/s003390050492 [8] ZEKENTES K, ZERGIOTI I, KLINI A, et al. Via hole formation in silicon carbide by laser micromachining [J]. Materials Science Forum, 2006, 527/528/529: 1119–1122. [9] 蔡敏, 张晓兵, 张伟, 等. SiC/SiC复合材料纳秒激光和皮秒激光制孔质量的对比研究 [J]. 航空制造技术, 2016, 59(19): 52–55.CAI M, ZHANG X B, ZHANG W, et al. Study on quality of holes in SiC/SiC composites with nanosecond laser and picosecond laser drilling [J]. Aeronautical Manufacturing Technology, 2016, 59(19): 52–55. [10] 路宸. 纳秒激光辐照碳化硅机理研究 [D]. 上海: 上海师范大学, 2022: 7–10.LU C. Mechanisms of nanosecond laser irradiation of silicon carbide [D]. Shanghai: Shanghai Normal University, 2022: 7–10. [11] 常浩, 金星, 叶继飞, 等. 激光功率密度对纳秒激光烧蚀冲量耦合影响的数值模拟 [J]. 推进技术, 2013, 34(10): 1426–1431. doi: 10.13675/j.cnki.tjjs.2013.10.001CHANG H, JIN X, YE J F, et al. Numerical simulation of laser power density effect on nanosecond laser ablation impulse coupling [J]. Journal of Propulsion Technology, 2013, 34(10): 1426–1431. doi: 10.13675/j.cnki.tjjs.2013.10.001 [12] 张黎, 叶正寅, 王刚. COIL化学非平衡流动的一种解耦方法研究 [J]. 空气动力学学报, 2008, 26(2): 227–230.ZHANG L, YE Z Y, WANG G. An uncoupled method for numerical simulation of the nonequilibrium flow in COIL [J]. Acta Aerodynamica Sinica, 2008, 26(2): 227–230. [13] 张黎, 付博, 黄元杰, 等. 激光烧蚀等离子体射流与固体靶相互作用实验研究 [J]. 强激光与粒子束, 2022, 34(1): 011013.ZHANG L, FU B, HUANG Y J, et al. Experimental investigation of plasma jet and solid target interaction based on laser-ablation launching approach [J]. High Power Laser and Particle Beams, 2022, 34(1): 011013. -

 下载:
下载:






图(7)
计量
- 文章访问数: 662
- HTML全文浏览量: 640
- PDF下载量: 39
