




Crashworthiness Analysis of Circular Chiral Multicellular Tubes under Axial Impact
-
摘要: 提出了不同几何结构的新型圆形手性多胞管,开展了其在相同壁厚、相同质量条件下的耐撞性分析。研究结果表明:与传统圆管相比,圆形手性多胞管具有更好的耐撞性能;相同壁厚条件下,比能量吸收和冲击力效率比传统圆管最高分别高出66.19%和49.11%;吸能效果最好的CCMT7-20(肋板数量为7、内圆直径为20 mm)与耐撞性能最差的CCMT4-40(肋板数量为4、内圆直径为40 mm)的圆形手性多胞管相比,比能量吸收和冲击力效率分别高出30.83%和22.87%。肋板数量、内圆直径和壁厚对结构耐撞性的参数化研究表明:能量吸收、初始峰值力均随着肋板数量增加而增大,比能量吸收随着肋板数量的增多变化并不明显。能量吸收、比能量吸收和冲击力效率均随着内圆直径增大而减小,管壁增厚会提升结构的能量吸收,但其初始峰值力也会相应增大。Abstract: A new type of circular chiral multicellular tube with different geometric structures was proposed, and its crashworthiness was analyzed under the condition of the same wall thickness and mass. The results show that the circular chiral multicellular tube has better crashworthiness than the traditional circular tube. Under the same wall thickness, the specific energy absorption and crush force efficiency of the present structure are 66.19% and 49.11% higher than the traditional circular tube, respectively. The circular chiral multicellular tube of CCMT7-20 (7 ribs, 20 mm inner circle diameter) has the best crashworthiness. Compared to the circular chiral multicellular tube of CCMT4-40 (4 ribs, 40 mm inner circle diameter) with the worst crashworthiness, the energy absorption of CCMT7-20 is 795.35 J higher, and its specific energy absorption and crush force efficiency are 30.83% and 22.87% higher, respectively. The parametric study of the effects of the number of ribs, diameter of inner circle and wall thickness on the crashworthiness of the structure shows that the energy absorption and initial peak force increase with the increase of the number of ribs, but the specific energy absorption does not change significantly with the increase of the number of ribs. The energy absorption, specific energy absorption and crush force efficiency all decrease with the increase of inner circle diameter. The increase of wall thickness will increase the energy absorption of the structure, but the initial peak force will also increase.
-
Key words:
- circular chirality /
- multicellular tube /
- axial impact /
- crashworthiness
-
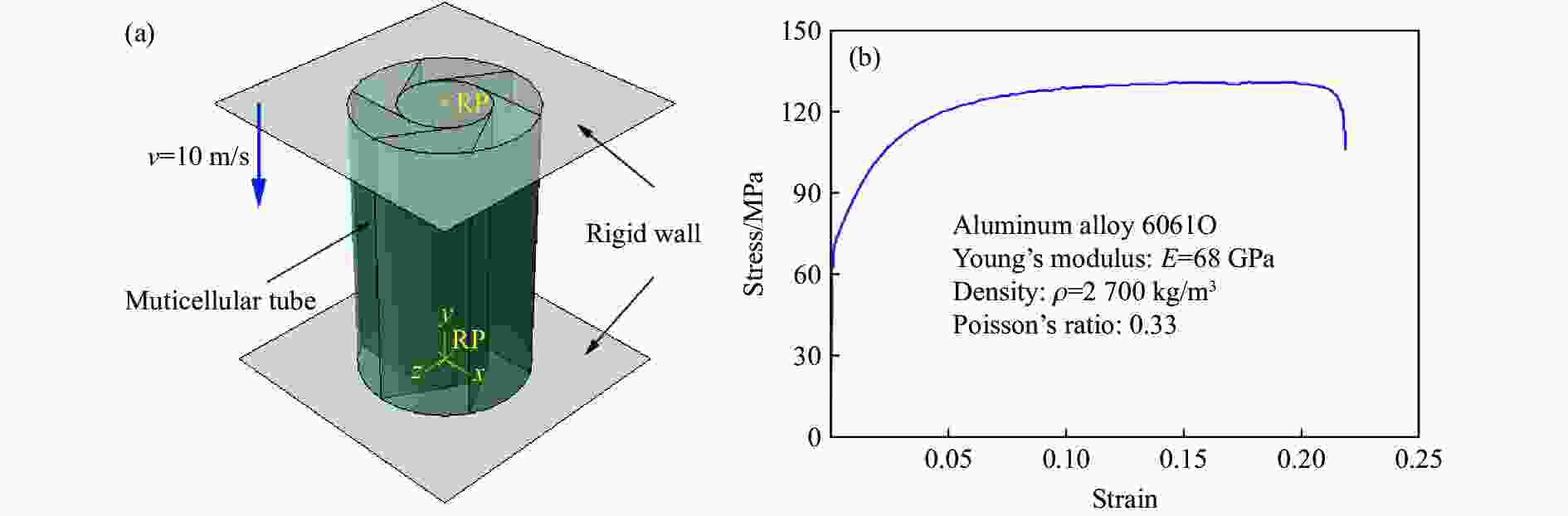
图 2 冲击模型示意图及铝合金6061O的材料属性
Figure 2. Schematic diagram of the impact model and material properties of aluminum alloy 6061O

图 5 壁厚相同时结构的能量吸收和力-位移曲线
Figure 5. Energy absorption and force-displacement curves of structures with the same wall thickness

图 6 壁厚相同时多胞管的最终变形模式
Figure 6. Final deformation modes of multicellular tubes with the same wall thickness
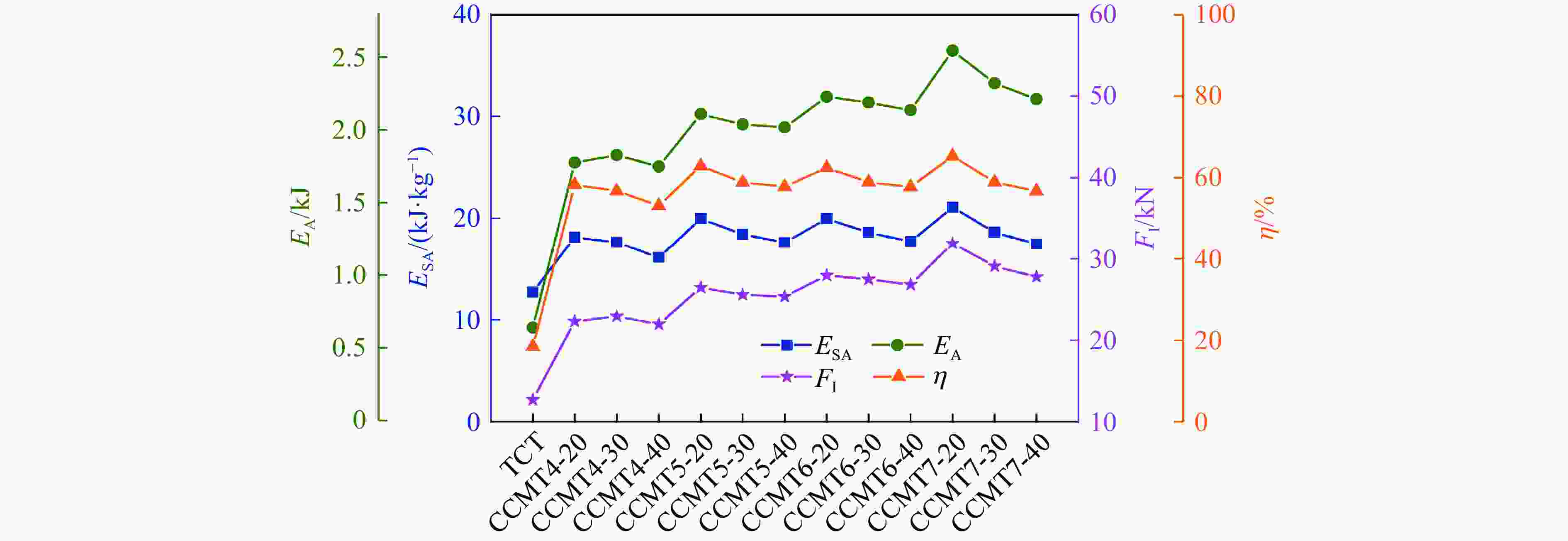
图 7 壁厚相同时结构的耐撞性分析曲线
Figure 7. Crashworthiness analysis curves of structures with the same wall thickness

图 8 相同质量下结构的能量吸收和力-位移曲线
Figure 8. Energy absorption and force-displacement curves of structures with the same mass

图 9 相同质量多胞管的变形模式
Figure 9. Deformation modes of multicellular tubes with the same mass
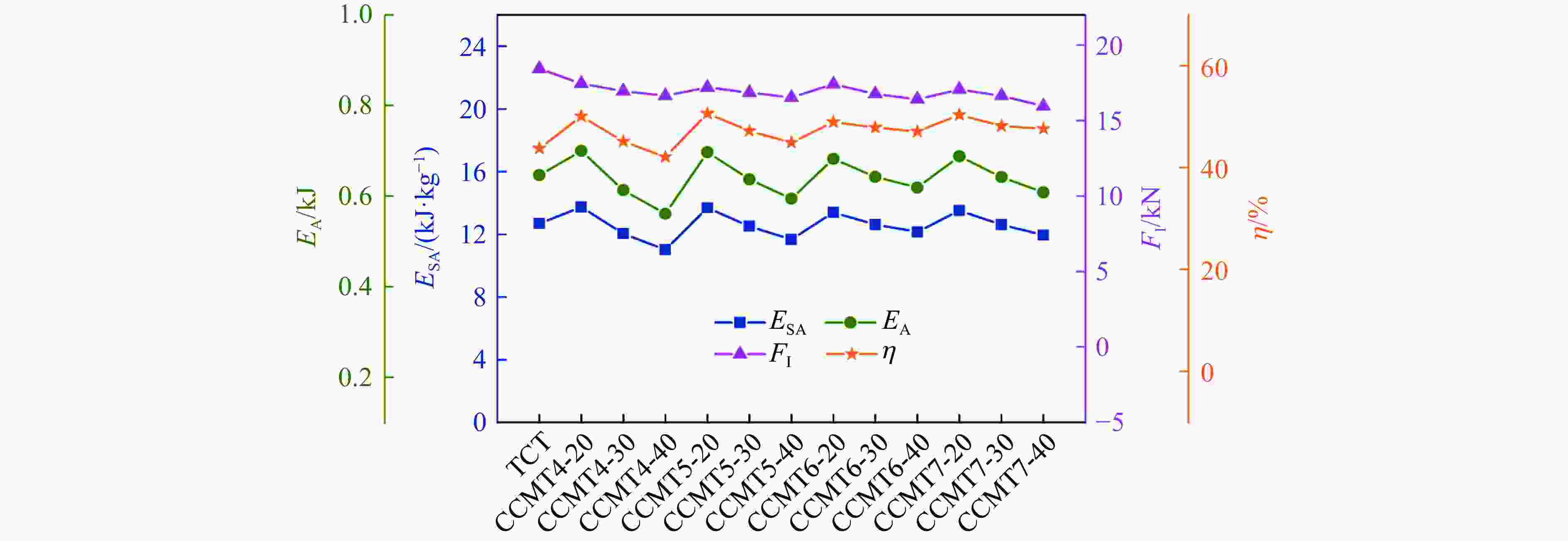
图 10 相同质量结构的耐撞性数据分析
Figure 10. Crashworthiness data analysis of structures with the same mass

图 11 不同肋板数量多胞管的能量吸收和力-位移曲线
Figure 11. Energy absorption and force-displacement curves of multicellular tubes with different rib numbers
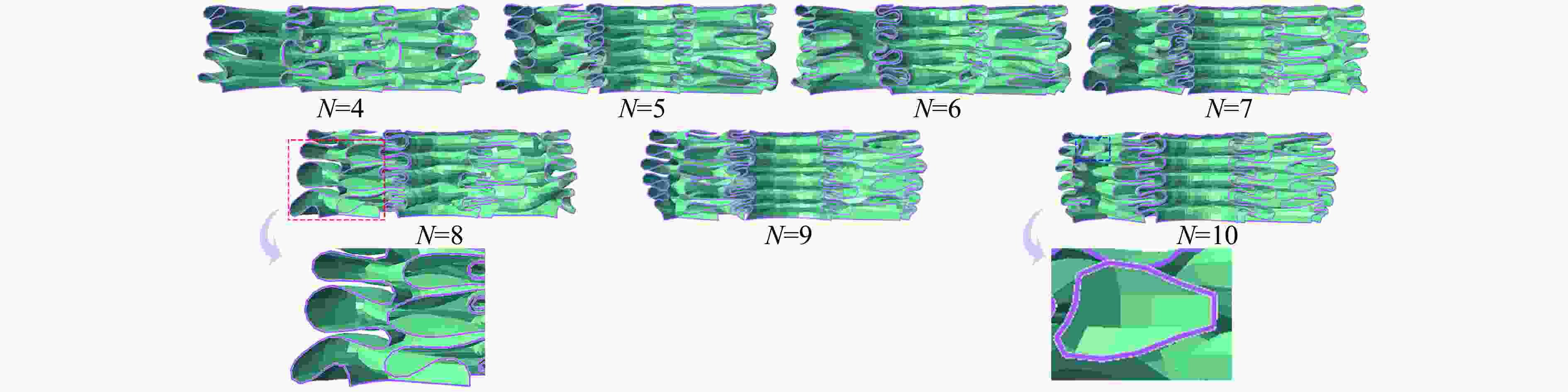
图 12 h=1.0 mm时圆形手性多胞管的变形模式
Figure 12. Deformation pattern of circular chiral multicellular tubes with h=1.0 mm
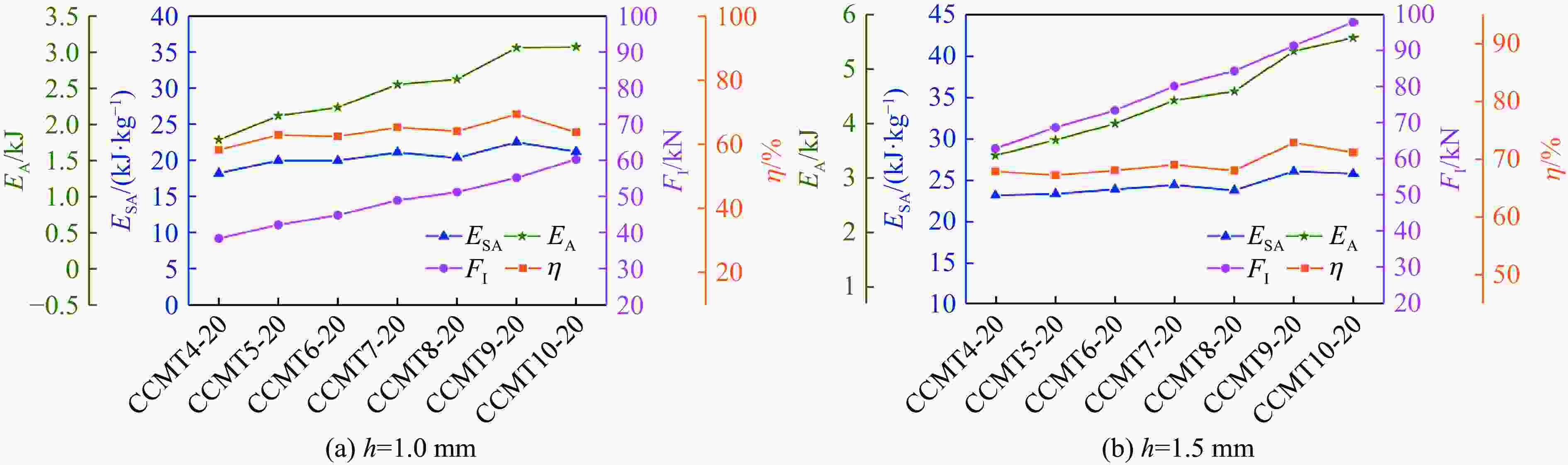
图 13 不同肋板数多胞管的耐撞性数据分析
Figure 13. Crashworthiness data analysis of multicellular tubes with different rib numbers
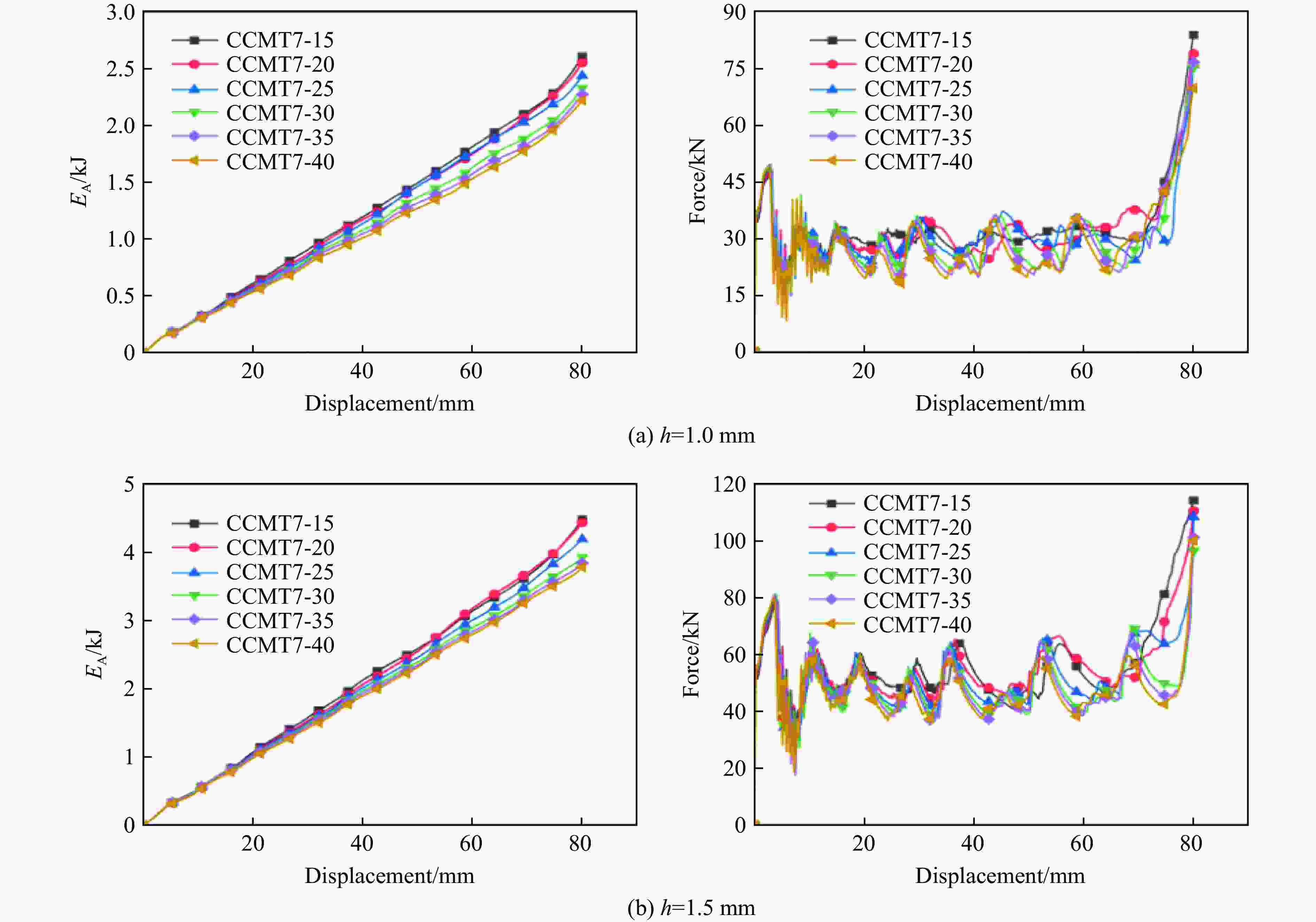
图 14 不同内圆直径下多胞管的能量吸收和力-位移曲线
Figure 14. Energy absorption and force-displacement curves of multicellular tubes with different inner circle diameters

图 15 不同内圆直径下多胞管的耐撞性分析曲线
Figure 15. Crashworthiness analysis curves of multicellular tubes with different inner circle diameters
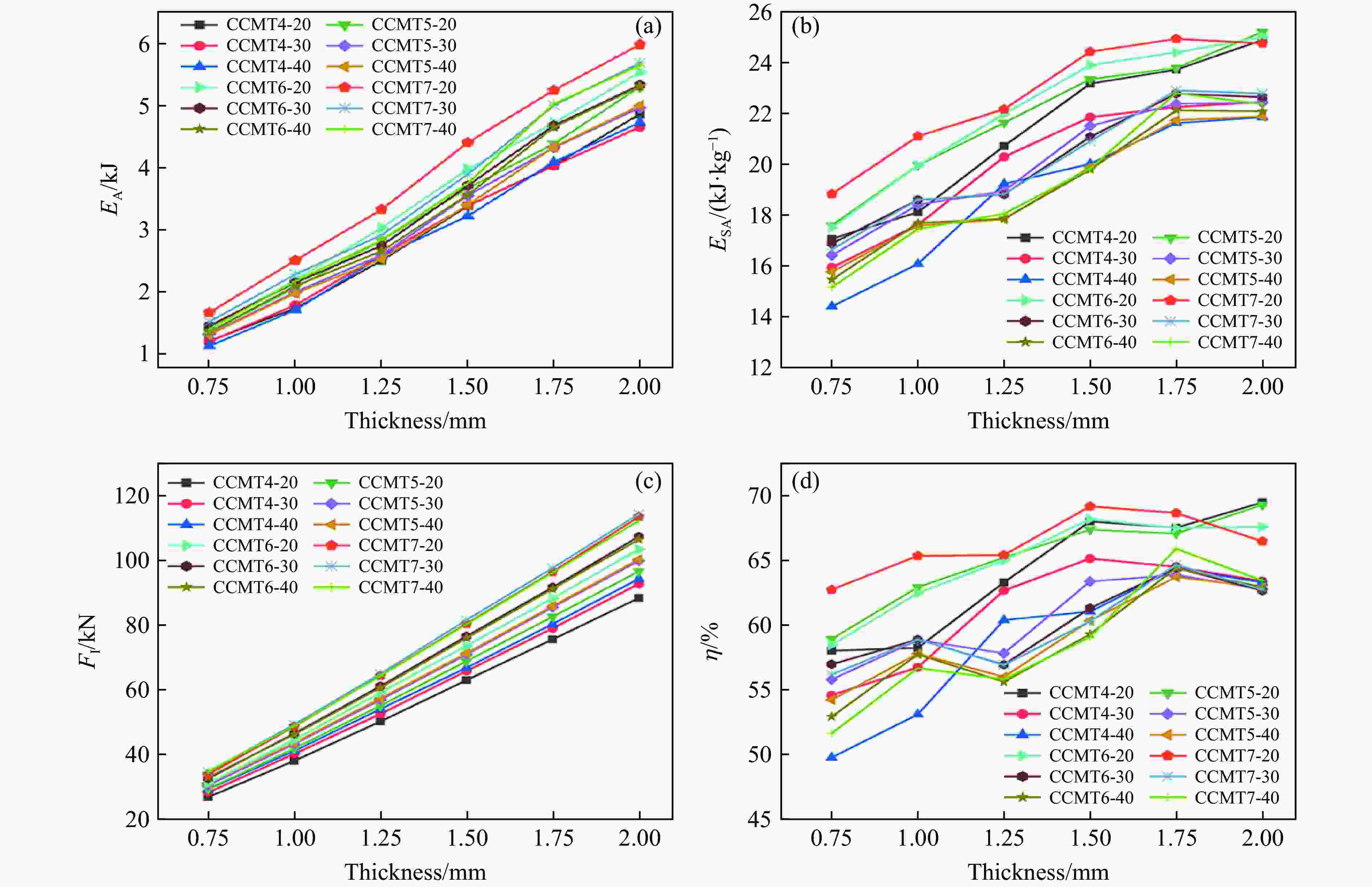
图 16 不同壁厚多胞管的耐撞性分析曲线
Figure 16. Crashworthiness analysis curves of multicellular tubes with different wall thicknesses
表 1 壁厚相同时结构的耐撞性数据
Table 1. Crashworthiness data of structures with the same wall thickness
Multicellular tubes h/mm m/kg EA/J ESA/(kJ·kg–1) FI/kN η/% TCT 1.0 0.0509 646.01 12.69 18.44 43.78 CCMT4-20 1.0 0.0984 1784.28 18.13 38.30 58.23 CCMT5-20 1.0 0.1060 2116.10 19.96 42.07 62.87 CCMT6-20 1.0 0.1129 2234.87 19.95 44.75 62.42 CCMT7-20 1.0 0.1213 2552.05 21.09 48.87 65.28 CCMT4-30 1.0 0.1044 1834.21 17.63 40.41 56.74 CCMT5-30 1.0 0.1114 2045.31 18.43 43.45 58.83 CCMT6-30 1.0 0.1184 2196.29 18.61 46.63 58.87 CCMT7-30 1.0 0.1254 2327.56 18.62 49.42 58.88 CCMT4-40 1.0 0.1089 1756.70 16.12 41.33 53.13 CCMT5-40 1.0 0.1150 2026.06 17.62 43.82 57.79 CCMT6-40 1.0 0.1210 2143.38 17.71 46.40 57.74 CCMT7-40 1.0 0.1270 2219.68 17.48 48.95 56.68  下载: 导出CSV
下载: 导出CSV
表 2 相同质量结构的耐撞性对比数据
Table 2. Comparison of crashworthiness data of structures with the same mass
Multicellular tubes h/mm m/kg EA/J ESA/(kJ·kg–1) FI/kN η/% TCT 1.000 0.0509 646.01 12.69 18.44 43.78 CCMT4-20 0.517 0.0509 699.72 13.75 17.46 50.10 CCMT5-20 0.480 0.0509 696.78 13.69 17.20 50.64 CCMT6-20 0.456 0.0509 682.11 13.40 17.41 48.97 CCMT7-20 0.420 0.0509 687.61 13.51 17.05 50.40 CCMT4-30 0.488 0.0509 612.85 12.02 16.96 45.18 CCMT5-30 0.457 0.0509 636.98 12.51 16.86 47.24 CCMT6-30 0.430 0.0509 642.35 12.62 16.77 47.89 CCMT7-30 0.406 0.0509 642.00 12.61 16.64 48.22 CCMT4-40 0.467 0.0509 560.76 11.02 16.64 42.13 CCMT5-40 0.443 0.0509 594.31 11.68 16.53 44.94 CCMT6-40 0.421 0.0509 618.58 12.15 16.41 47.11 CCMT7-40 0.401 0.0509 608.46 11.95 15.96 47.64
下载: 导出CSV
-
[1] GUILLOW S R, LU G, GRZEBIETA R H. Quasi-static axial compression of thin-walled circular aluminium tubes [J]. International Journal of Mechanical Sciences, 2001, 43(9): 2103–2123. doi: 10.1016/S0020-7403(01)00031-5 [2] ANDREWS K R F, ENGLAND G L, GHANI E. Classification of the axial collapse of cylindrical tubes under quasi-static loading [J]. International Journal of Mechanical Sciences, 1983, 25(9/10): 687–696. doi: 10.1016/0020-7403(83)90076-0 [3] NIA A A, HAMEDANI J H. Comparative analysis of energy absorption and deformations of thin walled tubes with various section geometries [J]. Thin-Walled Structures, 2010, 48(12): 946–954. doi: 10.1016/j.tws.2010.07.003 [4] SONG J F, XU S C, LIU S F, et al. Study on the crashworthiness of bio-inspired multi-cell tube under axial impact [J]. International Journal of Crashworthiness, 2022, 27(2): 390–399. doi: 10.1080/13588265.2020.1807686 [5] LI Z X, MA W, YAO S G, et al. Crashworthiness performance of corrugation-reinforced multicell tubular structures [J]. International Journal of Mechanical Sciences, 2021, 190: 106038. doi: 10.1016/j.ijmecsci.2020.106038 [6] ZHANG J X, YE Y, ZHU Y Q, et al. On axial splitting and curling behaviour of circular sandwich metal tubes with metal foam core [J]. International Journal of Solids and Structures, 2020, 202: 111–125. doi: 10.1016/j.ijsolstr.2020.06.021 [7] ZHANG J X, GUO H Y. Large deflection of rectangular sandwich tubes with metal foam core [J]. Composite Structures, 2022, 293: 115745. doi: 10.1016/j.compstruct.2022.115745 [8] ZHANG J X, YE Y, YUAN H, et al. A theoretical study of low-velocity impact of metal foam-filled circular tubes [J]. Thin-Walled Structures, 2020, 148: 106525. doi: 10.1016/j.tws.2019.106525 [9] SINGH S K, PANDEY R, UPADHYAY A. A numerical study on combined effects of groove shape and numbers on crashworthiness characteristics of thin-walled tube [J]. Materials Today: Proceedings, 2021, 44: 4381–4386. doi: 10.1016/j.matpr.2020.10.571 [10] ZHANG J X, DU J L, MIAO F X, et al. Plastic behavior of slender circular metal foam-filled tubes under transverse loading [J]. Thin-Walled Structures, 2022, 171: 108768. doi: 10.1016/j.tws.2021.108768 [11] HE Q, WANG Y H, SHI X N, et al. Crushing behavior on the cylindrical tube based on lotus leaf vein branched structure [J]. Mechanics of Materials, 2022, 165: 104205. doi: 10.1016/j.mechmat.2021.104205 [12] HA N S, PHAM T M, CHEN W S, et al. Crashworthiness analysis of bio-inspired fractal tree-like multi-cell circular tubes under axial crushing [J]. Thin-Walled Structures, 2021, 169: 108315. doi: 10.1016/j.tws.2021.108315 [13] PENG Y, LI T, BAO C H, et al. Performance analysis and multi-objective optimization of bionic dendritic furcal energy-absorbing structures for trains [J]. International Journal of Mechanical Sciences, 2023, 246: 108145. doi: 10.1016/j.ijmecsci.2023.108145 [14] WEI Z Q, XU X H. Numerical study on impact resistance of novel multilevel bionic thin-walled structures [J]. Journal of Materials Research and Technology, 2022, 16: 1770–1780. doi: 10.1016/j.jmrt.2021.12.105 [15] FAN Z X, YE G Y, LI S, et al. Compression performance and failure mechanism of honeycomb structures fabricated with reinforced wood [J]. Structures, 2023, 48: 1868–1882. doi: 10.1016/j.istruc.2023.01.087 [16] WANG S, LIU H T. Energy absorption performance of the auxetic arc-curved honeycomb with thickness and arc angle gradient based on additive manufacturing [J]. Materials Today Communications, 2023, 35: 105515. doi: 10.1016/j.mtcomm.2023.105515 [17] CUI Z, QI J Q, TIE Y, et al. Research on the energy absorption properties of origami-based honeycombs [J]. Thin-Walled Structures, 2023, 184: 110520. doi: 10.1016/j.tws.2022.110520 [18] WANG X J, JIA K C, LIU Y, et al. In-plane impact response of graded foam concrete-filled auxetic honeycombs [J]. Materials, 2023, 16(2): 745. doi: 10.3390/ma16020745 [19] LU Q Y, QI D X, LI Y, et al. Impact energy absorption performances of ordinary and hierarchical chiral structures [J]. Thin-Walled Structures, 2019, 140: 495–505. doi: 10.1016/j.tws.2019.04.008 [20] KARAKOÇ A, TACIROǦLU E. Effects of morphology and topology on the effective stiffness of chiral cellular materials in the transverse plane [J]. Advances in Materials Science and Engineering, 2016, 2016: 6534648. doi: 10.1155/2016/6534648 [21] ZHANG Y, REN X, JIANG W, et al. In-plane compressive properties of assembled auxetic chiral honeycomb composed of slotted wave plate [J]. Materials & Design, 2022, 221: 110956. doi: 10.1016/j.matdes.2022.110956 [22] QI D X, LU Q Y, HE C W, et al. Impact energy absorption of functionally graded chiral honeycomb structures [J]. Extreme Mechanics Letters, 2019, 32: 100568. doi: 10.1016/j.eml.2019.100568 [23] LI K Y, ZHANG Y, SU L, et al. Crushing mechanics of anti-tetrachiral column [J]. Thin-Walled Structures, 2022, 175: 109253. doi: 10.1016/j.tws.2022.109253 [24] GONG C, BAI Z H, LV J Y, et al. Crashworthiness analysis of bionic thin-walled tubes inspired by the evolution laws of plant stems [J]. Thin-Walled Structures, 2020, 157: 107081. doi: 10.1016/j.tws.2020.107081 [25] ZHENG G, WU S Z, SUN G Y, et al. Crushing analysis of foam-filled single and bitubal polygonal thin-walled tubes [J]. International Journal of Mechanical Sciences, 2014, 87: 226–240. doi: 10.1016/j.ijmecsci.2014.06.002 -

 下载:
下载:



















计量
- 文章访问数: 552
- HTML全文浏览量: 371
- PDF下载量: 35
