




Crystal Structure and Thermal Properties of Polypropylene Prepared by Variable Speed Pressurization
-
摘要: 在聚合物的高压成型过程中,压力、增压速率以及聚合物的分子量都会影响制品的最终结晶结构,研究不同高压处理方法与等规聚丙烯(isotactic polypropylene,iPP)结晶结构之间的关系,有利于深入认识高压成型工艺对聚合物结晶行为的影响。利用广角X射线衍射技术和差示扫描量热法,研究了两种不同分子量的iPP在不同增压速率、不同压力下的结晶行为及制品的热性能。结果表明:压力是决定中间相iPP形成的关键因素,只要压力足够高,就能够制备出完全的中间相iPP;在足够高的压力下,增压速率越高,越有利于中间相iPP的形成,相反更容易形成γ相iPP;分子量越高,制备中间相iPP需要的压力越高,需要的临界增压速率越大。制品的热性能分析表明,不同条件下得到的中间相制品在热性能上基本没有区别,但γ相iPP的晶体完善性与增压条件有关。Abstract: In the high-pressure molding process of polymers, the pressure, pressurization rate and molecular weight of the polymers will affect the final crystalline structure of the products. Studying the relationship between different high-pressure processing methods and the crystalline structure of isotactic polypropylene (iPP) is helpful to deeply understand the influence of high-pressure molding process on the crystallization behavior of polymers. In this paper, wide-angle X-ray diffraction and differential scanning calorimetry were used to study the crystallization behavior and thermal properties of two kinds of iPP with different molecular weights at different pressurization rates and pressures. The results show that pressure is a key factor in determining the formation of mesophase iPP. The complete mesophase iPP can be prepared under sufficient pressure. Under enough pressure, the higher the pressurization rate, the easier to form mesophase iPP, ortherwise, to form γ-phase iPP. The higher the molecular weight, the higher pressure required for the preparation of mesophase iPP, and the greater the required critical pressurization rate. The thermal property analysis of the products shows that the thermal properties of the mesophase products obtained under different conditions are basically the same, but the crystal perfection of the γ-phase iPP is related to the pressurized condition.
-
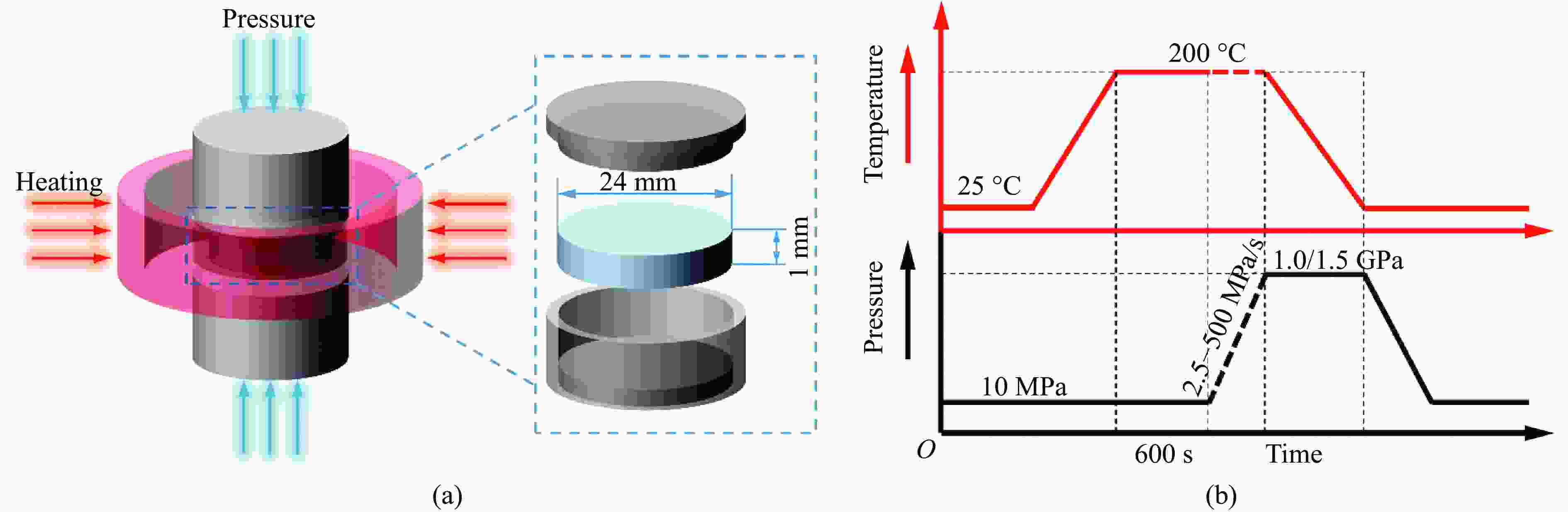
图 1 高压装置示意图 (a) 以及不同增压速率下iPP样品的制备过程示意图 (b)
Figure 1. Schematic diagram of the high-pressure cell (a) and schematic diagram of the preparation process curve of isotactic polypropylene samples at different pressurization rates (b)
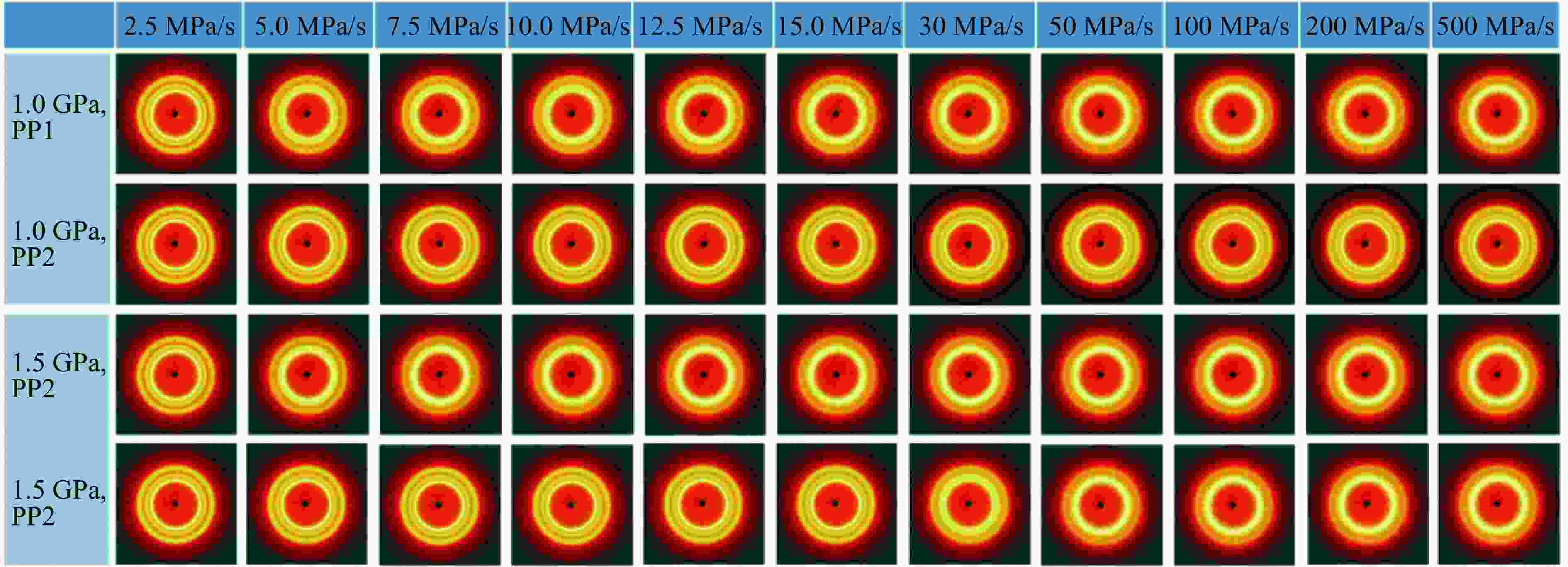
图 2 不同压力和增压速率下PP1和PP2结晶样品的2D-WAXD图
Figure 2. Two-dimensional WAXD patterns of PP1 and PP2 crystalline samples at different pressures and pressurization rates
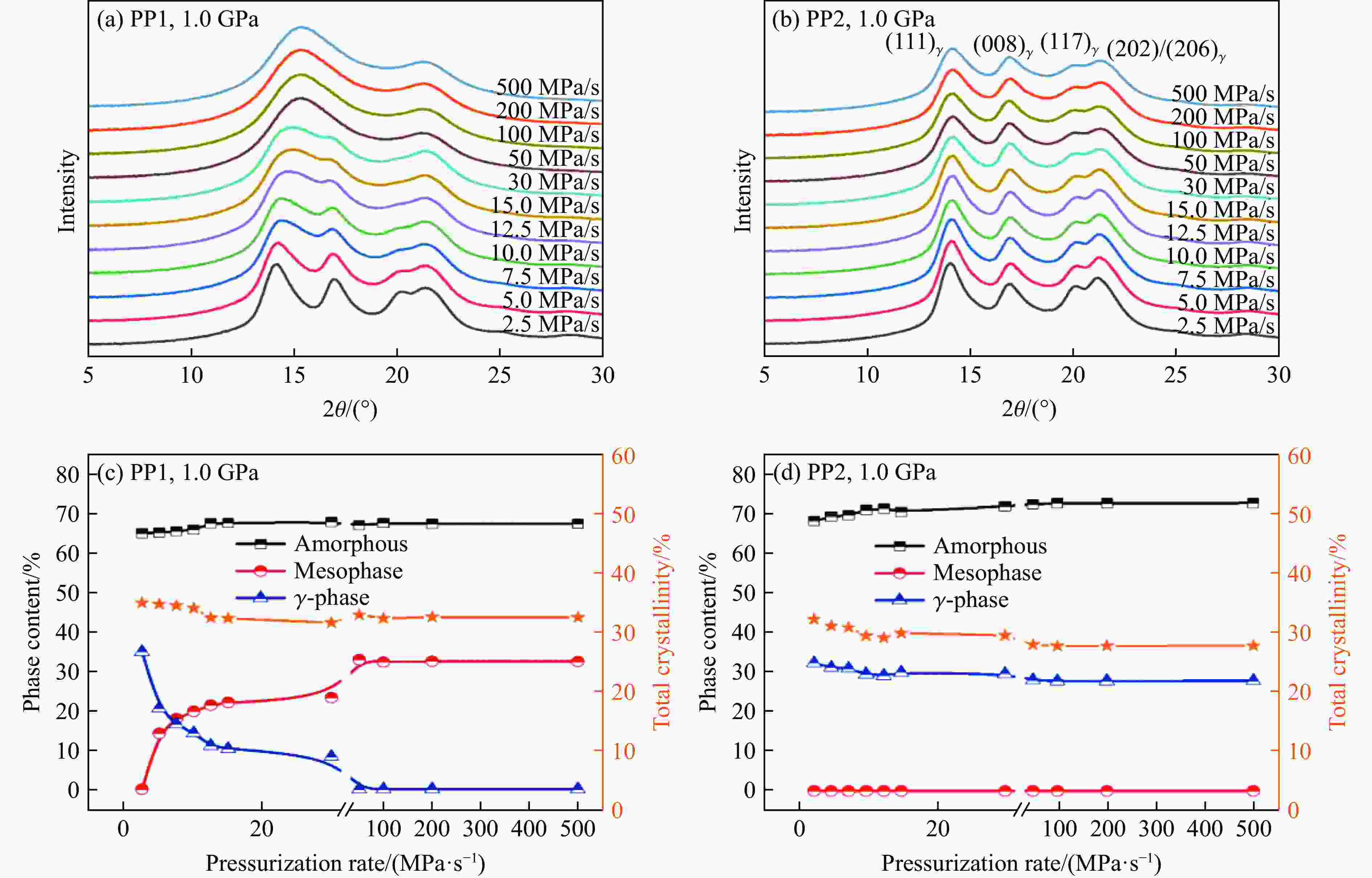
图 3 样品PP1 (a) 和PP2 (b) 在不同增压速率下的一维WAXD图以及样品PP1 (c) 和PP2 (d) 在不同增压速率下的相含量变化
Figure 3. One-dimensional WAXD patterns of sample PP1 (a) and PP2 (b), and the corresponding phase content changes of sample PP1 (c) and PP2 (d) at different pressurization rates
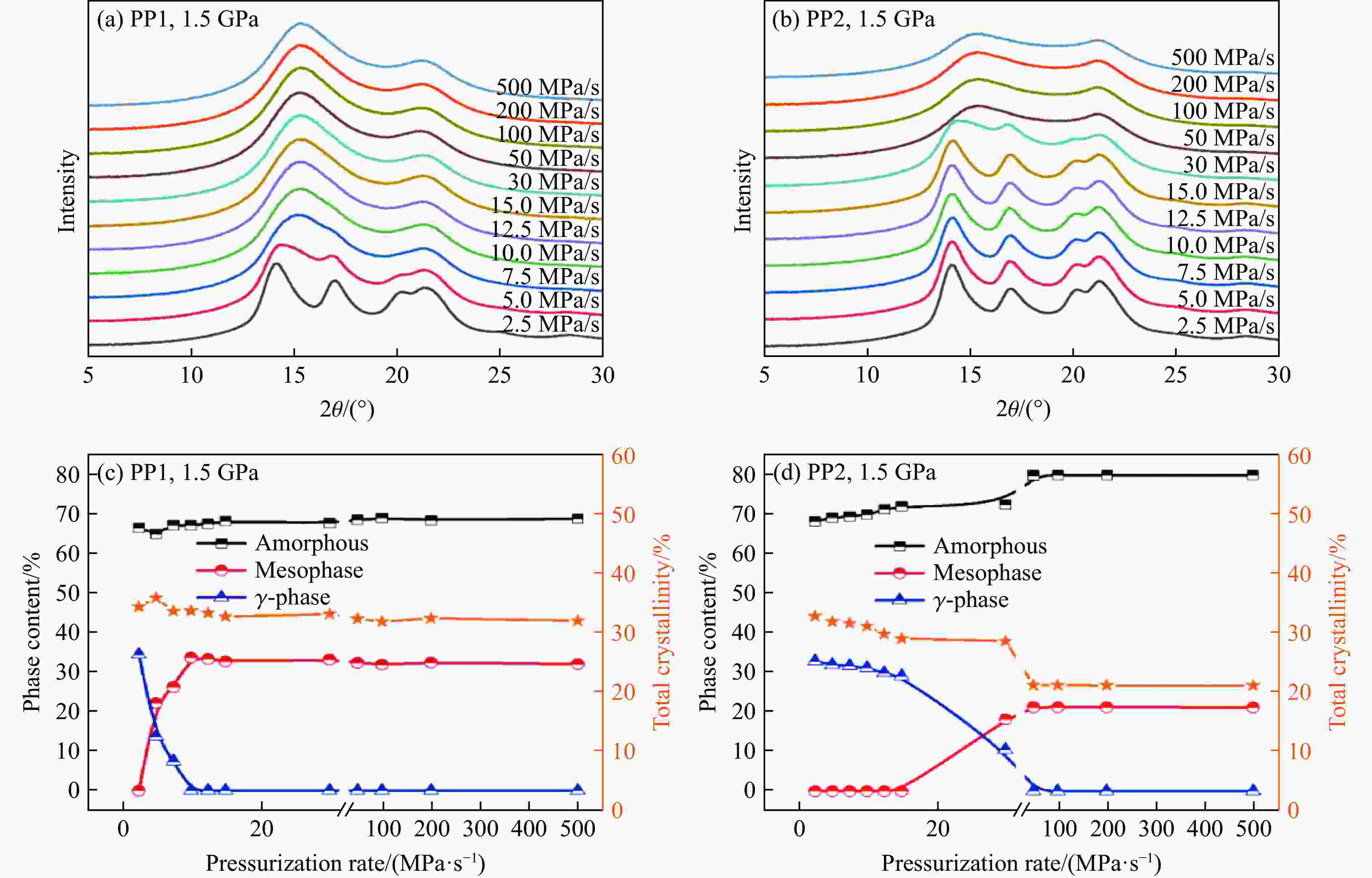
图 4 样品PP1 (a)和PP2 (b)在不同增压速率下的一维WAXD图以及样品PP1 (c) 和PP2 (d)在不同增压速率下的相含量变化
Figure 4. One-dimensional WAXD patterns of sample PP1 (a) and PP2 (b), and the corresponding phase content changes of sample PP1 (c) and PP2 (d) at different pressurization rates
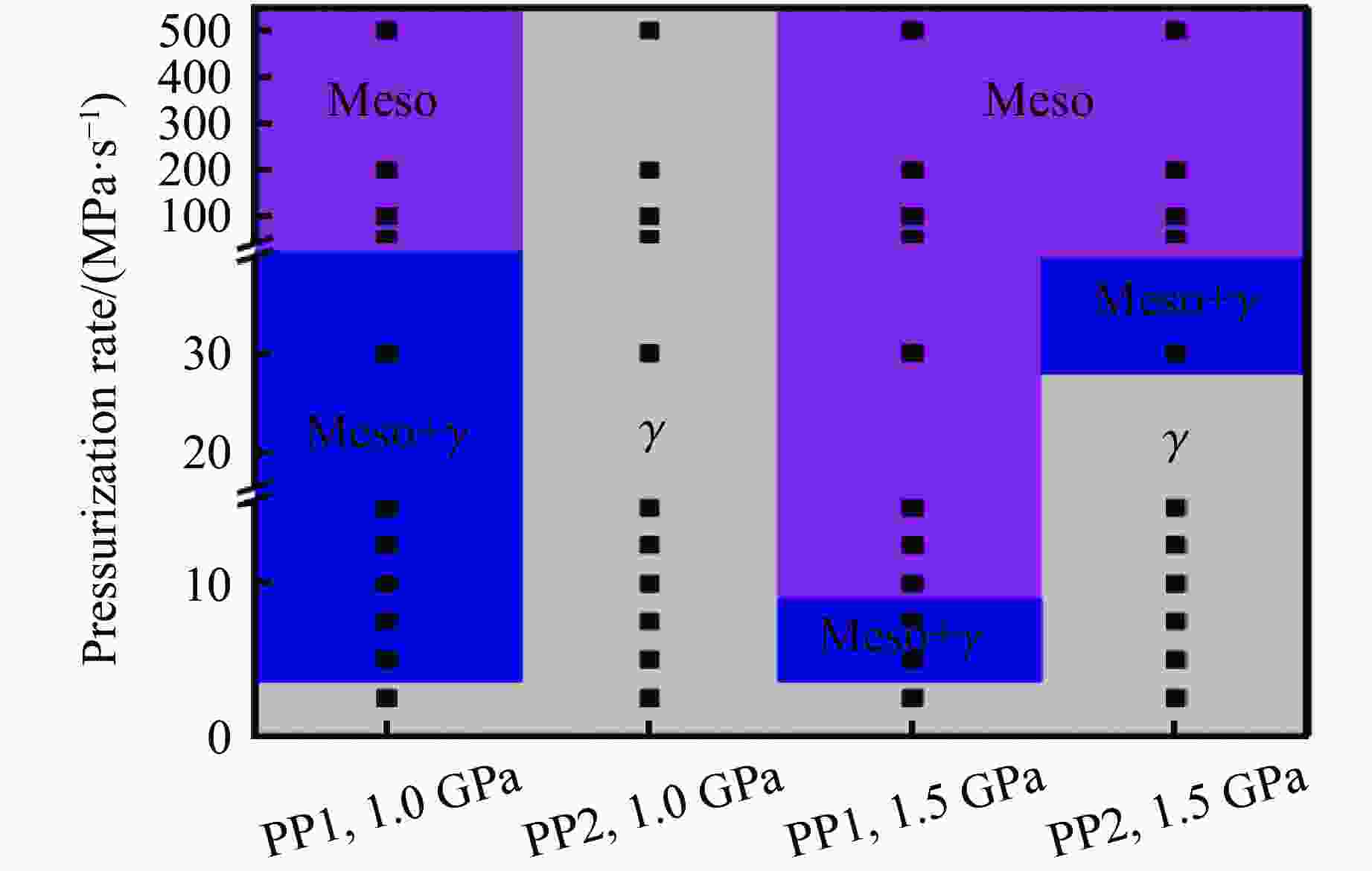
图 5 不同压力和增压速率下样品PP1和PP2的结晶情况
Figure 5. Crystallization of sample PP1 and PP2 at different pressures and pressurization rates
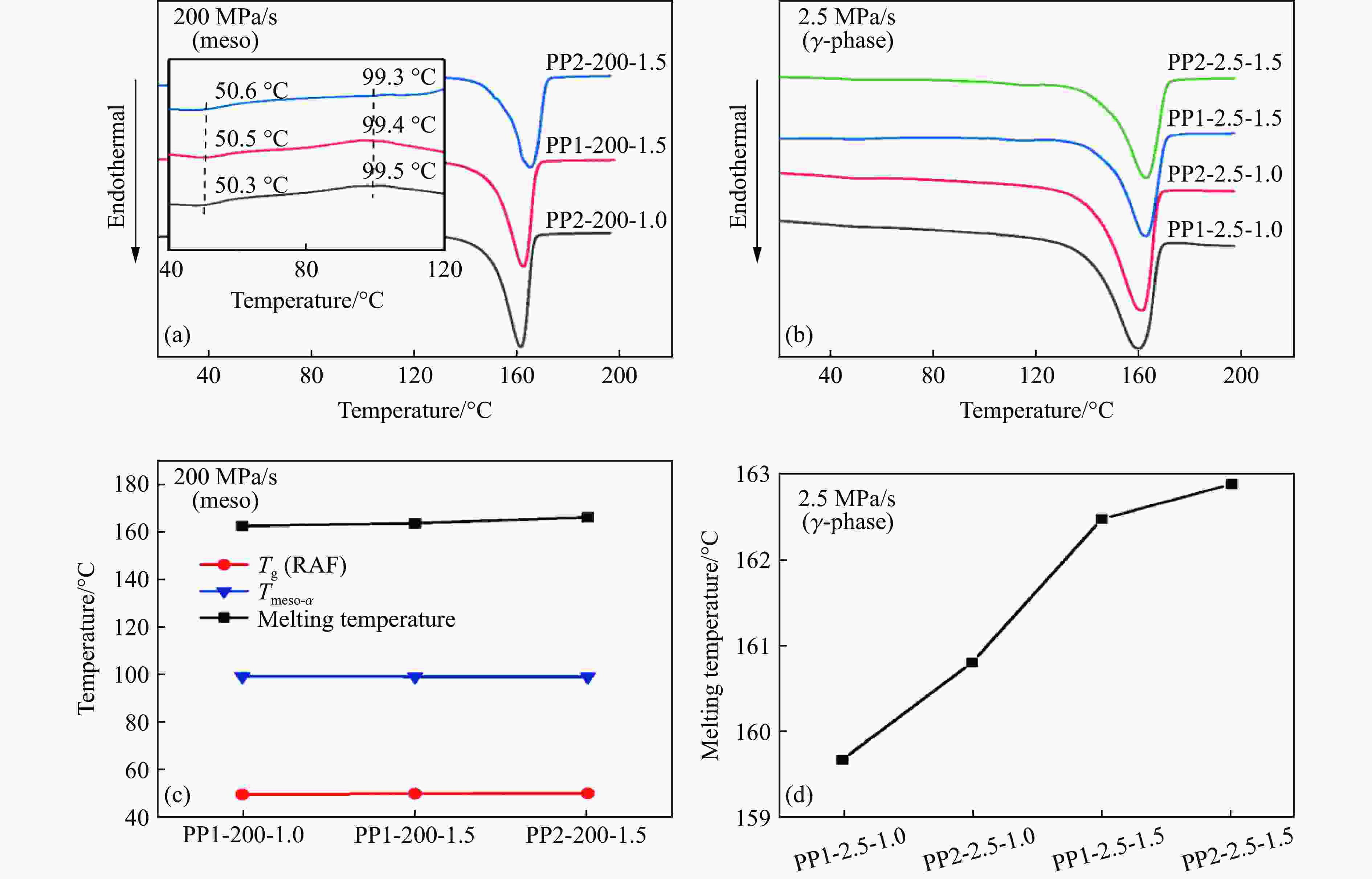
图 6 增压法制备的中间相样品 (a)和γ相样品 (b) 的DSC升温曲线以及相应的中间相样品的刚性非晶部分的玻璃化转变温度(Tg)、冷结晶温度(Tmeso-α)和熔融温度(c)和 γ相样品的熔融温度 (d)
Figure 6. DSC heating curves of mesophase samples (a) and γ-phase samples (b) prepared by pressurization method, and corresponding the glass transition temperature of rigid amorphous fraction (Tg), cold crystallization temperature (Tmeso-α) and melting temperature of mesophase samples (c) and melting temperature of γ-phase samples (d)
-
[1] SANGRONIZ L, VAN DRONGELEN M, CARDINAELS R, et al. Effect of shear rate and pressure on the crystallization of PP nanocomposites and PP/PET polymer blend nanocomposites [J]. Polymer, 2020, 186: 121950. doi: 10.1016/j.polymer.2019.121950 [2] 李亚, 周坚, 王宗宝, 等. 在高压CO2中聚乙二醇-聚己内酯嵌段共聚物的结晶行为 [J]. 高分子学报, 2015(3): 284–289.LI Y, ZHOU J, WANG Z B, et al. Crystallization behavior of poly(ethylene oxide)-b-poly(ε-caprolactone) under high pressure CO2 [J]. Acta Polymerica Sinica, 2015(3): 284–289. [3] ZHANG L, ZHAO G Q, WANG G L. Investigation of the influence of pressurized CO2 on the crystal growth of poly(L-lactic acid) by using an in situ high-pressure optical system [J]. Soft Matter, 2019, 15(28): 5714–5727. doi: 10.1039/C9SM00737G [4] ZHANG L, ZHAO G Q, WANG G L. Investigation on the growth of snowflake-shaped poly(L-lactic acid) crystal by in-situ high-pressure microscope [J]. Polymer, 2019, 177: 25–34. doi: 10.1016/j.polymer.2019.05.061 [5] DONG B B, YANG X K, JI Y X, et al. Polymorph selection during melt crystallization of the isotactic polybutene-1 homopolymer depending on the melt state and crystallization pressure [J]. Soft Matter, 2020, 16(39): 9074–9082. doi: 10.1039/D0SM01231A [6] ZHANG X X, YANG S G, ZHONG G J, et al. Rapid melt crystallization of bisphenol-a polycarbonate jointly induced by pressure and flow [J]. Macromolecules, 2021, 54(5): 2383–2393. doi: 10.1021/acs.macromol.0c02208 [7] 王彪, 郑友进, 贾晓鹏, 等. 高压下尼龙1010-单壁碳纳米管复合材料的结晶行为 [J]. 高压物理学报, 2012, 26(1): 33–40.WANG B, ZHENG Y J, JIA X P, et al. Crystallization behavior of polyamide 1010-single-walled carbon nanotube nanocomposites under high pressure [J]. Chinese Journal of High Pressure Physics, 2012, 26(1): 33–40. [8] LIU X R, ZHANG L J, YUAN C S, et al. A study of the pressure-induced solidification of polymers [J]. Polymers, 2018, 10(8): 847. doi: 10.3390/polym10080847 [9] SONG Y N, ZHAO Q X, YANG S G, et al. Flow-induced crystallization of polylactide stereocomplex under pressure [J]. Journal of Applied Polymer Science, 2018, 135(25): 46378. doi: 10.1002/app.46378 [10] ZHANG X X, YANG S G, HUA W Q, et al. Role of pressure in flow-induced shish-kabab in binary blend of long- and short-chain polyethylenes [J]. Polymer Crystallization, 2019, 2(3): e10059. [11] GEIL P H, ANDERSON F R, WUNDERLICH B, et al. Morphology of polyethylene crystallized from the melt under pressure [J]. Journal of Polymer Science Part A: General Papers, 1964, 2(8): 3707–3720. doi: 10.1002/pol.1964.100020829 [12] YANG S G, MA Z, LEI J, et al. A criterion for flow-induced oriented crystals in isotactic polypropylene under pressure [J]. Macromolecular Rapid Communications, 2017, 38(23): 1700407. doi: 10.1002/marc.201700407 [13] FU X B, JIA W X, LI X T, et al. Phase transitions of the rapid-compression-induced mesomorphic isotactic polypropylene under high-pressure annealing [J]. Journal of Polymer Science Part B: Polymer Physics, 2019, 57(11): 651–661. doi: 10.1002/polb.24820 [14] MEZGHANI K, PHILLIPS P J. The γ-phase of high molecular weight isotactic polypropylene: Ⅲ. the equilibrium melting point and the phase diagram [J]. Polymer, 1998, 39(16): 3735–3744. doi: 10.1016/S0032-3861(97)10121-5 [15] VAN ERP T B, BALZANO L, SPOELSTRA A B, et al. Quantification of non-isothermal, multi-phase crystallization of isotactic polypropylene: the influence of shear and pressure [J]. Polymer, 2012, 53(25): 5896–5908. doi: 10.1016/j.polymer.2012.10.027 [16] VAN DRONGELEN M, VAN ERP T B, PETERS G W M. Quantification of non-isothermal, multi-phase crystallization of isotactic polypropylene: the influence of cooling rate and pressure [J]. Polymer, 2012, 53(21): 4758–4769. doi: 10.1016/j.polymer.2012.08.003 [17] SINGH G, KAUR S, KOTHARI A V, et al. Studies on the influence of molecular weight and isotacticity of polypropylene on the formation of mesomorphic phase [J]. Journal of Applied Polymer Science, 2009, 113(5): 3181–3186. doi: 10.1002/app.29927 [18] JIANG Q H, ZHAO Y, ZHANG C B, et al. In-situ investigation on the structural evolution of mesomorphic isotactic polypropylene in a continuous heating process [J]. Polymer, 2016, 105: 133–143. doi: 10.1016/j.polymer.2016.10.004 [19] MILEVA D, ANDROSCH R, ZHURAVLEV E, et al. Temperature of melting of the mesophase of isotactic polypropylene [J]. Macromolecules, 2009, 42(19): 7275–7278. doi: 10.1021/ma901797b [20] ZHAO J C, WANG Z G, NIU Y H, et al. Phase transitions in prequenched mesomorphic isotactic polypropylene during heating and annealing processes as revealed by simultaneous synchrotron SAXS and WAXD technique [J]. Journal of Physical Chemistry B, 2012, 116(1): 147–153. doi: 10.1021/jp210499d [21] DE ROSA C, AURIEMMA F, DE BALLESTEROS O R, et al. Tailoring mechanical properties of isotactic polypropylene via crystallization of the mesophase and control of stereodefects concentration [J]. Macromolecular Chemistry and Physics, 2013, 214(17): 1951–1964. doi: 10.1002/macp.201300296 [22] DE ROSA C, AURIEMMA F, DI GIROLAMO R, et al. Crystallization of the mesomorphic form and control of the molecular structure for tailoring the mechanical properties of isotactic polypropylene [J]. Journal of Polymer Science Part B: Polymer Physics, 2014, 52(10): 677–699. doi: 10.1002/polb.23473 -

 下载:
下载:







计量
- 文章访问数: 754
- HTML全文浏览量: 343
- PDF下载量: 35
