




Experimental Verification and Numerical Simulation ofSteel Needles Impacting on Glass
-
摘要: 为了验证徒手投掷钢针击穿玻璃的可能性,通过一级气体炮加载实验和AUTODYN数值仿真方法,研究了在普通绣花钢针以数十米每秒的速度撞击下玻璃的损伤情况和弹道极限速度。结果表明:玻璃的破坏区集中在撞击点附近,并在玻璃背面形成锥形坑;钢针击穿玻璃的弹道极限速度与钢针质量、针头形状、玻璃厚度和撞击角度密切相关,并且随着玻璃厚度和撞击角度的增加而增大,随着钢针质量的增加而减小。当钢针速度达到30 m/s、撞击角度控制在10°以内时,手掷0.35 g绣花钢针可以击穿1.6 mm厚的玻璃;钝头钢针比尖头钢针更容易穿透玻璃,且钝头钢针撞击玻璃时,玻璃以剪切和拉伸破坏为主。Abstract: In order to verify the probability of hand-thrown needles penetrating a glass plate, the damage features and the ballistic limit velocity were studied using both one-stage gas gun experiments and AUTODYN simulations on the glass plate impacted by common steel needles at velocities of tens of meters per second.Our results show that the damage of the glass plate concentrates in a small region around the impact point, and a cone-shaped hole is formed on the back side of the glass plate.The ballistic limit velocities are determined by the mass and the nose shape of the needles, the thickness of the glass plate, and the impact angle.Furthermore, when the velocity of the needle reaches 30 m/s and the impact angle is less than 10°, the steel needle with a mass of 0.35 g may penetrate a 1.6 mm thick glass plate.Compared with ogive-nosed steel needles, flat-nosed needles penetrate the glass plate more easily, and the damage of the glass primarily results from shear and tensile stresses.The ballistic limit velocity increases with the increases of the glass thickness and the impact angle and decreases with the increase of the needle mass.
-
Key words:
- steel needle /
- glass /
- low-velocity penetration /
- ballistic limit velocity
-
1. 引言
2014年一位13岁的少年在中央电视台“少年中国强”栏目中表演了徒手投掷绣花钢针击穿玻璃的绝技[1],引起了人们对中国古代暗器的热烈讨论。如此轻巧的绣花钢针真的能够穿透玻璃吗?真的是绣花钢针穿透玻璃再扎破玻璃后方的气球吗?如果是真的,那么对钢针和玻璃有什么特殊的要求?普通绣花钢针中大号钢针的长度为60 mm,直径为1 mm,长径比为60:1,针尖长度在3~6 mm之间,总质量约为0.35 g;玻璃是典型的脆性材料:因此钢针撞击玻璃的过程属于大长径比子弹撞击脆性材料问题。据报道,人掷飞针的速度在30 m/s以内[2-3]。大长径比的钢针以此速度撞击玻璃时,玻璃以何种形式破坏、与传统块状弹丸低速撞击玻璃造成的整体破裂现象是否相同、为什么会有这种形式的破坏等问题,目前没有相关的研究结果。
本研究首先用一级气体炮作为发射装置对绣花钢针低速撞击1.6 mm厚玻璃的现象进行研究,获得钢针击穿玻璃的弹道极限速度[4-6](钢针以该速度撞击玻璃时,击穿玻璃的概率为50%),验证徒手投掷钢针击穿玻璃的可能性;再利用实验结果对仿真模型和参数进行验证,进而利用仿真手段对玻璃破坏的原因进行分析,并对大长径比钢针撞击玻璃的过程进行计算,分析钢针质量、针头形状、玻璃厚度和撞击角度对弹道极限速度的影响。
2. 实验设计与结果分析
2.1 实验设计
实验采用中国空气动力研究与发展中心超高速空气动力研究所的一级气体炮作为钢针的发射装置,如图 1所示。发射装置口径为20 mm,通过调整充气压力将弹托和钢针以不同的初速度发射出去。当弹托推动钢针运动并与分离装置撞击时,弹托被阻挡在分离装置之前,钢针从略大于钢针直径的孔中飞出,并保持一定的姿态飞向玻璃靶板。靶板尺寸为200 mm×150 mm×1.6 mm,距炮口300 mm。实验中将玻璃靶板长边垂直放置,并在底端采用夹具简易夹持,夹持位置的高度约为40 mm。利用高速摄像机从侧面拍摄钢针的飞行速度、飞行姿态、撞击过程及靶后碎片的飞散情况,实验装置布局如图 2所示。在距钢针20 mm左右位置布置坐标系统,用于判读飞针的飞行速度和姿态。
实验采用两种头部形状的钢针,其中:尖头钢针的质量为0.35 g,长度为63.4 mm,直径为0.96 mm;钝头钢针是通过去掉尖头钢针约3 mm长的针尖获得,长度为60.4 mm,质量为0.34 g。共进行20次实验,其中8次为尖头钢针实验,其余为钝头钢针实验。
2.2 实验结果与分析
实验结果列于表 1,其中:v0为撞击速度;α为撞击角度,主要由发射设备的随机偏差所引起,本研究通过估读高速摄影图像进行确定。
表 1 实验结果Table 1. Experimental resultsNose shape v0/(m/s) α/(°) Perforation or not Flat 18 8 No 30 6 No 30 13 No 33 1 Yes 36 2 Yes 40 0 Yes 43 0 Yes 45 14 Yes 48 4 Yes 50 0 Yes 50 11 No 60 12 Yes Ogive 17 0 No 29 0 No 45 2 No 50 0 No 50 18 No 55 15 No 70 15 Yes 75 0 Yes Note: The mass and diameter of steel needles are about 0.35 g and 0.96 mm respectively, and the thickness of glass is 1.6 mm. 钝头钢针穿透玻璃的典型过程如图 3所示。可以看到,玻璃背面形成了大量碎片,且碎片的最大运动速度高于钢针的剩余速度。在穿透过程中,钢针有一定程度的变形,并且偏离了原飞行方向。由此可以推断:若在玻璃后方很近的位置处放置气球,则气球会被玻璃碎片扎破,而非钢针;若将气球放置在较远的位置处,由于钢针保持原有速度运动的能力比玻璃碎片强,但其飞行方向存在有一定的偏离,因此钢针和玻璃碎片均有可能扎破气球。
 图 3 高速摄像机拍摄的钝头钢针击穿玻璃图像(v0=75 m/s)Figure 3. Photos of a flat-nose steel needle penetrating through the glass taken by a high speed camera (v0=75 m/s)
图 3 高速摄像机拍摄的钝头钢针击穿玻璃图像(v0=75 m/s)Figure 3. Photos of a flat-nose steel needle penetrating through the glass taken by a high speed camera (v0=75 m/s)钢针的典型穿孔形貌如图 4所示。可以看到:玻璃上有一个椭圆形通孔,长轴为2.5 mm,短轴为1.0 mm,略大于钢针直径;玻璃背面崩落碎片后留下锥形坑,坑口直径约为9 mm;在锥形坑口周围以片状撕裂方式形成与玻璃表面平行的浅坑;此外,在针孔附近偶有径向裂纹出现。
撞击结果与钢针撞击速度和撞击角度的关系如图 5所示,其中方点表示穿透玻璃,圆圈表示未击穿。对于不同头部形状的钢针,其击穿和未击穿之间有明显的界限,如图 5中实线所示,取最靠近实线的方点和圆圈,取其平均值作为弹道极限速度,由此可以估算出不同钢针击穿1.6 mm厚玻璃的弹道极限速度。对于钝头钢针,弹道极限速度约为30 m/s;对于尖头钢针,弹道极限速度约为65 m/s。从钝头钢针的击穿结果可以看出,其弹道极限速度随撞击角度的增加呈明显的上升趋势。
由尖头钢针和钝头钢针的弹道极限速度估算结果可知,对于质量和尺寸相近的钢针,钝头钢针的弹道极限速度比尖头钢针小,即其击穿玻璃的能力比尖头钢针强。可能的原因是:(1)尖头钢针的头部在撞击时容易变形,从而吸收一部分能量;(2)尖头钢针头部变形后向一侧歪斜,容易引起钢针发生跳飞现象;(3)钝头钢针在撞击时有一定的冲塞效应,从而对玻璃产生剪切效果,而玻璃是脆性材料,在剪切作用下更容易发生破坏。
3. 仿真分析
3.1 仿真模型及方法
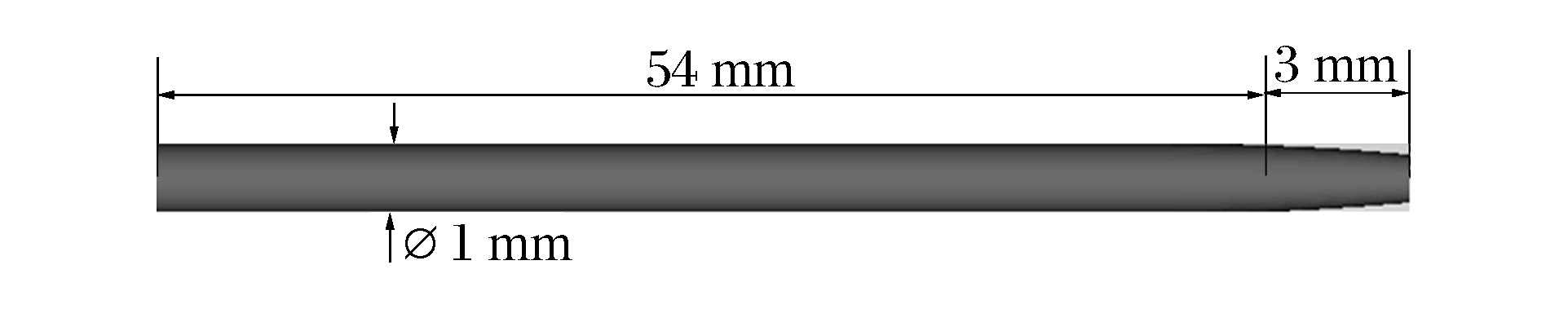
采用光滑粒子流体动力学(Smoothed Particle Hydrodynamics,SPH)方法,利用AUTODYN软件[7],对钢针以不同速度撞击1.6 mm厚玻璃进行仿真模拟。模拟中以钝头钢针为主要研究对象,钝头钢针直径为1 mm,针身长度为54 mm,针头长度为3 mm,质量为0.37 g,如图 6所示。钢针材料采用4043钢,材料模型采用Johnson-Cook模型,状态方程选用线性方程。玻璃板的厚度为1.6 mm,直径为200 mm,材料采用浮法玻璃,靶板为自由边界。材料参数取自AUTODYN材料库。
3.2 仿真结果
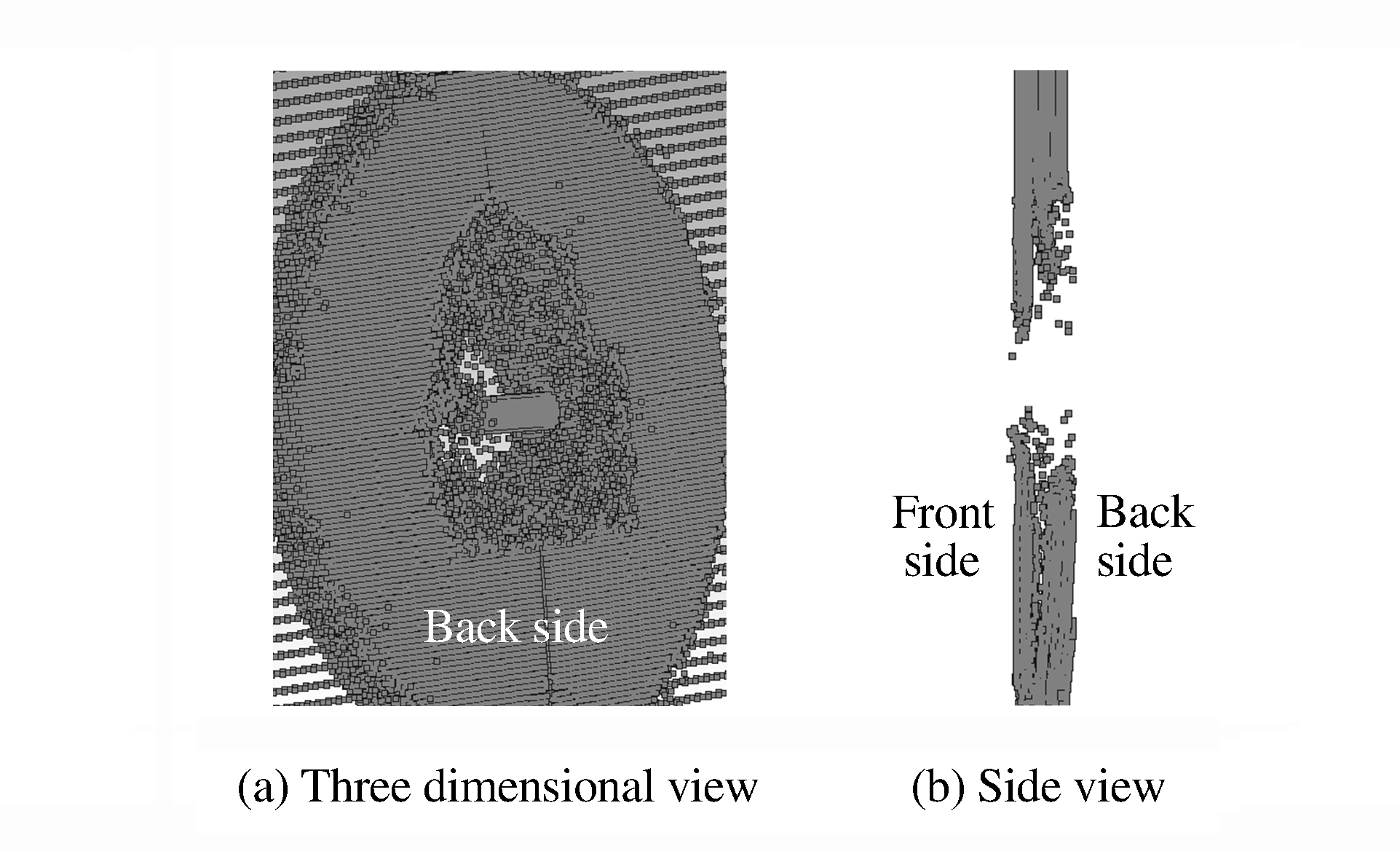
钝头钢针以50 m/s的速度正撞击玻璃的模拟结果如图 7所示。从图 7中可以看到,玻璃背面形成了大量碎片,且碎片的最大运动速度高于钢针的剩余速度,与高速摄影结果一致。从图 8所示的玻璃穿孔形貌中可以看到,仿真结果与实验结果很接近,均是在正面形成一个直径约为4.3 mm的圆形孔,背面形成最大直径为9.7 mm的葫芦形坑,与实验获得的弹坑直径相吻合。由此可见,利用该仿真模型计算钢针击穿玻璃是合理、可行的。
 图 7 钝头钢针击穿玻璃的仿真结果(v0=50 m/s)Figure 7. Simulation results of a flat-nose steel needle penetrating through the glass (v0=50 m/s)
图 7 钝头钢针击穿玻璃的仿真结果(v0=50 m/s)Figure 7. Simulation results of a flat-nose steel needle penetrating through the glass (v0=50 m/s)利用上述模型对钝头钢针以25、30和40 m/s的速度正撞击玻璃进行仿真计算,得到撞击后钢针的剩余速度分别为0、0.8和17.3 m/s(其中25 m/s的钢针未穿透玻璃,其剩余速度按零计算)。可见,该尺寸的钝头钢针击穿1.6 mm厚玻璃的弹道极限速度在25~30 m/s之间,取其中间值27.5 m/s,与实验得到的30 m/s左右的弹道极限速度非常接近。
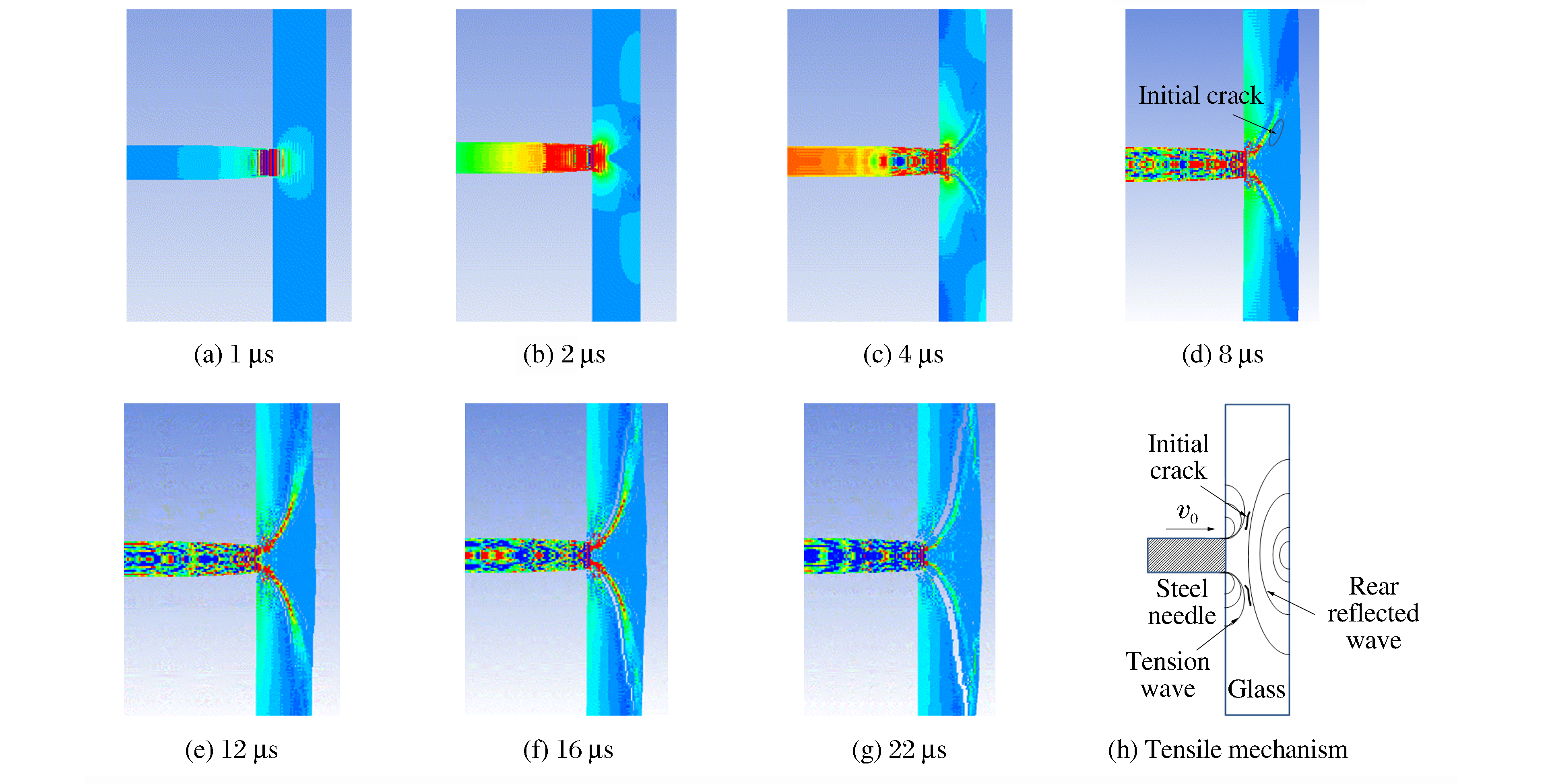
以钝头钢针以30 m/s的速度击穿玻璃为例,深入分析玻璃中裂纹的形成和碎裂过程。撞击过程中玻璃的压力分布如图 9所示。可以看到:钢针撞击玻璃后,向玻璃传入压缩波,压缩波近似以球面波形式传播,当压缩波到达玻璃表面时反射拉伸波,如图 9(h)所示;当正、反两面的拉伸波相遇时,可能使玻璃内部形成裂纹,且裂纹与玻璃表面的夹角约为45°。此外,从图 9(c)中可以看到,在初始裂纹的右侧有一压力较大的区域,该区域由钢针继续撞击玻璃引起,对玻璃的裂纹区域有剪切作用,在剪切和拉伸的共同作用下玻璃最终形成锥形坑。因此,在钝头钢针撞击玻璃的过程中,玻璃的破坏是拉伸和剪切双重作用的结果。
 图 9 钝头钢针击穿玻璃的仿真结果(v0=30 m/s)Figure 9. 9 Simulation results of a flat-nose steel needle penetrating through the glass (v0=30 m/s)
图 9 钝头钢针击穿玻璃的仿真结果(v0=30 m/s)Figure 9. 9 Simulation results of a flat-nose steel needle penetrating through the glass (v0=30 m/s)4. 弹道极限速度的影响参数分析
利用以上仿真方法,通过改变玻璃厚度(h)、钢针质量(m)、钢针头部形状、撞击角度(即钢针轴向与玻璃面法向的夹角α)等参数,对不同条件下钢针击穿玻璃的弹道极限速度(vlimit)进行分析。
4.1 玻璃厚度对弹道极限速度的影响
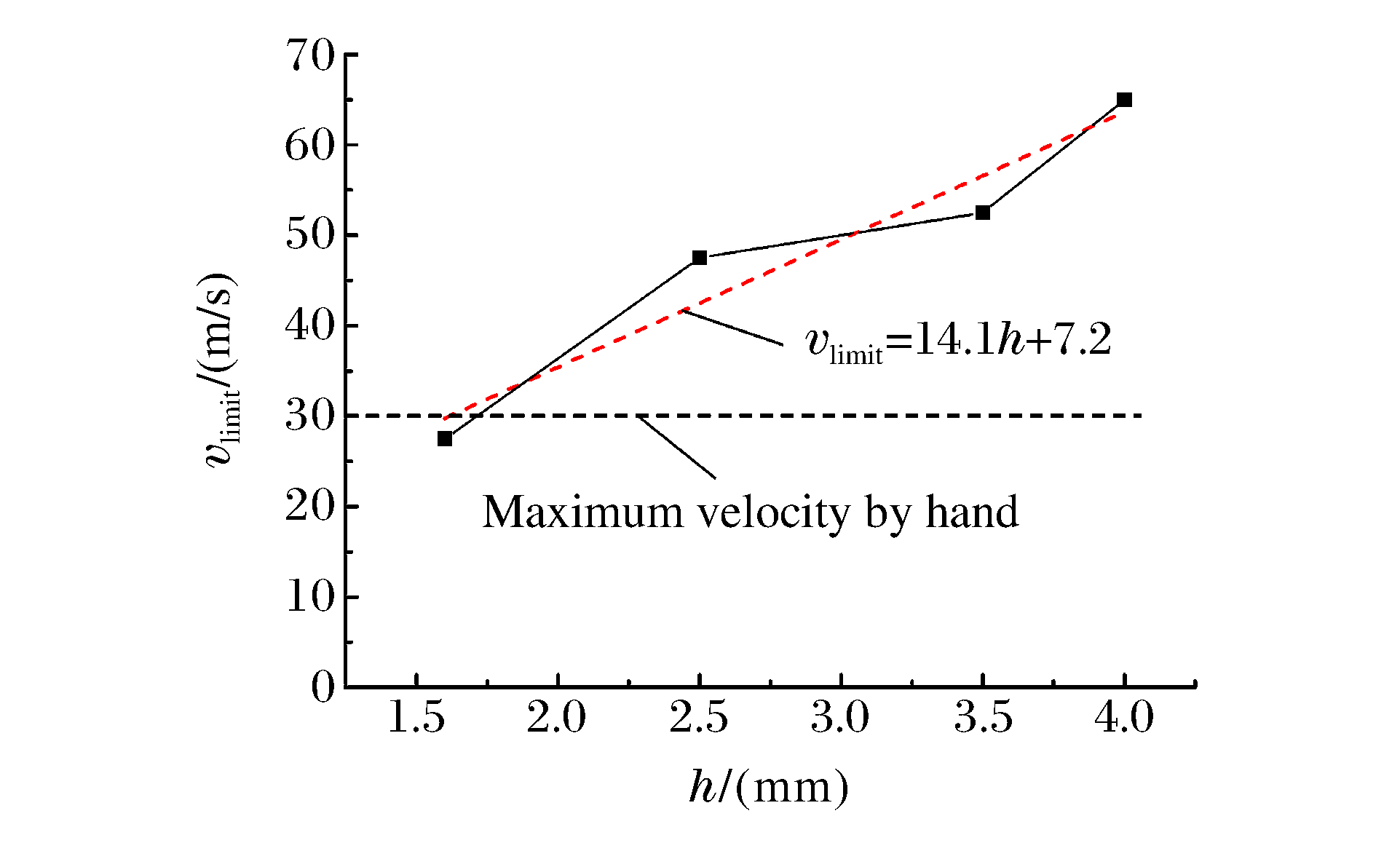
对1.6、2.5、3.5和4.0 mm厚的玻璃在尺寸为Ø1 mm×57 mm的钝头钢针正撞击作用下的弹道极限速度进行计算,结果如图 10所示。可以看到,弹道极限速度随着玻璃厚度的增加而增大。主要是由于:玻璃厚度的增加使靶板中应力波的传播距离增大,衰减增强,从靶板背面反射形成的拉伸应力减小;同时随着玻璃厚度的增加,玻璃形成穿孔的锥形裂纹长度增大,所消耗的能量更多,因此钢针击穿玻璃的弹道极限速度也相应地增大。若以直线进行拟合,得到拟合公式为vlimit=14.1h+7.2。
 图 10 弹道极限速度随玻璃厚度变化的规律(钝头钢针,m=0.37 g, α=0°)Figure 10. Ballistic limit velocity vs.the thickness of glass(Flat-nose needle, m=0.37 g, α=0°)
图 10 弹道极限速度随玻璃厚度变化的规律(钝头钢针,m=0.37 g, α=0°)Figure 10. Ballistic limit velocity vs.the thickness of glass(Flat-nose needle, m=0.37 g, α=0°)4.2 钢针质量对弹道极限速度的影响
对不同质量的钝头钢针(不同质量钢针的尺寸按比例缩放)撞击1.6 mm厚玻璃靶板的弹道极限速度进行仿真计算,结果如图 11所示。从计算结果可以看出,弹道极限速度随钢针质量的增加而减小。主要是因为在速度相同的条件下,大质量钢针携带的动能大,作用面积大,在靶板上形成的拉伸区域大,撞击相同厚度的玻璃时更容易使玻璃发生拉伸和剪切破坏,因此采用大质量的钢针可以有效地降低同等厚度玻璃的击穿速度。若以直线进行拟合,得到拟合公式为vlimit=-11.9m+31.5,即在所计算的钢针质量范围内,若钢针质量增加1 g,则弹道极限速度降低11.9 m/s。
 图 11 弹道极限速度随钢针质量变化的规律(钝头钢针,h=1.6 mm, α=0°)Figure 11. Ballistic limit velocity vs.the mass of steelneedle (Flat-nose needle, h=1.6 mm, α=0°)
图 11 弹道极限速度随钢针质量变化的规律(钝头钢针,h=1.6 mm, α=0°)Figure 11. Ballistic limit velocity vs.the mass of steelneedle (Flat-nose needle, h=1.6 mm, α=0°)4.3 钢针头部形状对弹道极限速度的影响
以直径为1.0 mm、针身长为54 mm的钢针为例,计算了4种不同头部形状的钢针正撞击1.6 mm厚玻璃靶板时的弹道极限速度。钢针的头部形状分为圆台钝头、圆头以及头部长度为3 mm和6 mm的卵形尖头,如图 12所示,4种钢针的最大质量差为15 mg,为钢针总质量(0.37 g)的4%。
在所计算的4种钢针中,圆台钝头钢针的弹道极限速度最低,为27.5 m/s,即最容易穿透玻璃;圆头钢针的弹道极限速度在圆台钝头钢针和卵形尖头钢针之间,约为32.5 m/s;头部长度为3 mm的卵形尖头钢针的弹道极限速度最高,比圆台钝头钢针大10 m/s左右,为37.5 m/s;头部长度为6 mm的卵形尖头钢针的弹道极限速度略低于头部长度为3 mm的卵形尖头钢针,约为35.0 m/s。图 13为圆台钝头钢针和头部长度为6 mm的卵形尖头钢针与玻璃的作用图像。可见,在圆台钝头钢针的撞击下玻璃在30 μs左右产生剪切裂纹;而在卵形尖头钢针撞击下玻璃在150 μs时才产生裂纹,并且钢针头部发生了严重的弯曲变形,由于头部的弯曲变形使针身也发生一定程度的弯曲,从而使钢针动能不能完全集中在作用点上,降低了钢针的穿透能力。
 图 13 圆台钝头钢针和卵形尖头钢针与玻璃的撞击作用(h=1.6 mm, α=0°)Figure 13. Penetration of flat-nose and ogive-nose needles into glass (h=1.6 mm, α=0°)
图 13 圆台钝头钢针和卵形尖头钢针与玻璃的撞击作用(h=1.6 mm, α=0°)Figure 13. Penetration of flat-nose and ogive-nose needles into glass (h=1.6 mm, α=0°)为了验证4%的钢针质量差异对弹道极限速度的影响,在圆台钝头钢针头部加一球帽(球帽质量约为1 mg),通过仿真计算得到其弹道极限速度在30~35 m/s之间,与圆头钢针的弹道极限速度相同,明显高于圆台钝头钢针的弹道极限速度:说明4%的质量差别对钢针弹道极限速度的影响可以忽略不计。
4.4 撞击角度对弹道极限速度的影响
直径为1.0 mm、质量为0.37 g的圆台钝头钢针以10°、20°、30°和40°的角度撞击1.6 mm厚玻璃的弹道极限速度如图 14所示。可以看到,钢针击穿玻璃的弹道极限速度随撞击角度的增加而增大。这一方面是由于撞击角度越大,越难在靶板中形成拉伸破坏区域,因此需要提高钢针的撞击速度才能击穿靶板;另一方面,当撞击角度增大时,钢针击穿靶板的路径变长,玻璃的破坏区域增大,需要消耗更多的能量。从图 14中还可以看到,当撞击角度超过10°时,弹道极限速度增加至30 m/s以上。人徒手投掷飞针的最大速度按30 m/s计算,若要击穿1.6 mm厚的玻璃,则0.37 g钢针的撞击角度必须控制在10°以内,即对钢针飞行姿态的要求较高。
 图 14 弹道极限速度随撞击角度变化的规律(钝头钢针, m=0.37 g, h=1.6 mm)Figure 14. Ballistic limit velocity vs.impact angle(Flat-nose needle, m=0.37 g, h=1.6 mm)
图 14 弹道极限速度随撞击角度变化的规律(钝头钢针, m=0.37 g, h=1.6 mm)Figure 14. Ballistic limit velocity vs.impact angle(Flat-nose needle, m=0.37 g, h=1.6 mm)5. 结论
通过钢针撞击玻璃实验和数值仿真,获得了玻璃的损伤特征和弹道极限速度,分析了弹道极限速度随钢针质量、针头形状、玻璃厚度和撞击角度变化的规律,主要结论如下:
(1) 当钢针的撞击速度达到30 m/s、撞击角度控制在10°以内时,0.35 g的钝头绣花针可以击穿1.6 mm厚的玻璃,即徒手投掷飞针击穿玻璃是可能的;
(2) 当钢针击穿玻璃时,在玻璃背面形成锥形坑;钝头钢针比尖头钢针更容易穿透玻璃,钝头钢针以剪切和拉伸双重模式破坏玻璃靶板;
(3) 钢针的弹道极限速度随玻璃厚度和撞击角度的增加而增大,随钢针质量的增加而减小。
-

图 3 高速摄像机拍摄的钝头钢针击穿玻璃图像(v0=75 m/s)
Figure 3. Photos of a flat-nose steel needle penetrating through the glass taken by a high speed camera (v0=75 m/s)

图 7 钝头钢针击穿玻璃的仿真结果(v0=50 m/s)
Figure 7. Simulation results of a flat-nose steel needle penetrating through the glass (v0=50 m/s)

图 9 钝头钢针击穿玻璃的仿真结果(v0=30 m/s)
Figure 9. 9 Simulation results of a flat-nose steel needle penetrating through the glass (v0=30 m/s)

图 10 弹道极限速度随玻璃厚度变化的规律(钝头钢针,m=0.37 g, α=0°)
Figure 10. Ballistic limit velocity vs.the thickness of glass(Flat-nose needle, m=0.37 g, α=0°)

图 11 弹道极限速度随钢针质量变化的规律(钝头钢针,h=1.6 mm, α=0°)
Figure 11. Ballistic limit velocity vs.the mass of steelneedle (Flat-nose needle, h=1.6 mm, α=0°)

图 13 圆台钝头钢针和卵形尖头钢针与玻璃的撞击作用(h=1.6 mm, α=0°)
Figure 13. Penetration of flat-nose and ogive-nose needles into glass (h=1.6 mm, α=0°)

图 14 弹道极限速度随撞击角度变化的规律(钝头钢针, m=0.37 g, h=1.6 mm)
Figure 14. Ballistic limit velocity vs.impact angle(Flat-nose needle, m=0.37 g, h=1.6 mm)
表 1 实验结果
Table 1. Experimental results
Nose shape v0/(m/s) α/(°) Perforation or not Flat 18 8 No 30 6 No 30 13 No 33 1 Yes 36 2 Yes 40 0 Yes 43 0 Yes 45 14 Yes 48 4 Yes 50 0 Yes 50 11 No 60 12 Yes Ogive 17 0 No 29 0 No 45 2 No 50 0 No 50 18 No 55 15 No 70 15 Yes 75 0 Yes Note: The mass and diameter of steel needles are about 0.35 g and 0.96 mm respectively, and the thickness of glass is 1.6 mm.  下载: 导出CSV
下载: 导出CSV
-
[1] 少年中国强: 功夫小子毛兴龙飞针穿玻璃[EB/OL]. (2014-09-18)[2015-04-18]. http://www.iqiyi.com/v_19rrncs0kk.html. [2] 原来如此2011年第84期飞针绝技大揭秘(上)[EB/OL]. (2011-05-05)[2015-04-18]. http://kejiao.cntv.cn/C22487/classpage/video/20110505/101094.shtml. [3] 揭秘飞针绝技[EB/OL]. (2012-05-27)[2015-04-18]. http://v.ifeng.com/documentary/society/201205/1541d06c-dac4-4bf0-9a2d-15d2e01ca4c5.shtml. [4] ROSENBERG Z, DEKEL E.Terminal ballistics[M].New York:Springer, 2012:5-7. [5] 李常胜, 黄献聪, 李焱, 等.软体防弹衣穿透概率的分析[J].兵工学报, 2013, 34(1):20-24. doi: 10.3969/j.issn.1673-6524.2013.01.006LI C S, HUANG X C, LI Y, et al.Study on the probability of perforation for soft body armor[J].Acta Armamentarii, 2013, 34(1):20-24. doi: 10.3969/j.issn.1673-6524.2013.01.006 [6] 邓云飞, 张伟, 曹宗胜, 等.分层数对Q235钢薄板抗侵彻性能的影响[J].高压物理学报, 2013, 27(4):549-555. http://www.gywlxb.cn/CN/abstract/abstract1605.shtmlDENG Y F, ZHANG W, CAO Z S, et al.Influence of the number of layers on the ballistic resistance of layered thin Q235 steel plates[J].Chinese Journal of High Pressure Physics, 2013, 27(4):549-555. http://www.gywlxb.cn/CN/abstract/abstract1605.shtml [7] CENTURY DYNAMICS INC.AUTODYN user's manual:Version 6.1[M].Houston, USA:Century Dynamics Inc, 2005. -


 下载:
下载:

 下载:
下载:







 点击查看大图
点击查看大图

计量
- 文章访问数: 7605
- HTML全文浏览量: 3396
- PDF下载量: 102
