




Synergistic Effects of “Carbon Fibre-Graphene” Hybrid Systems and Microwave Post-Treatment Processes on the Mechanics of 3D Printed Polyurethane Composites
-
摘要: 为研究“碳纤维-石墨烯”(carbon fiber-graphene,CF-G)增强热塑性聚氨酯(TPU)复合材料3D打印试件的力学性能以及微波后处理的影响,通过螺杆挤出工艺制备了CF-G增强TPU(G+CF/TPU)复合材料线材,然后采用熔融沉积成型技术和微波后处理工艺,制备了G+CF/TPU复合材料3D打印试件。研究表明,CF-G异质结构能够协同提高TPU复合材料的力学性能,特别是采用新型微波后处理工艺后,G+CF/TPU试件的拉伸强度和韧性得到进一步提高。其原因是CF-G异质结构与微波的协同作用促进了增强相与基体之间的界面黏结,减少了3D打印过程中点、层和道之间的内部缺陷。研究结果对于探索3D打印材料的力学性能强化和后处理工艺优化具有积极的意义。Abstract: The 3D printing manufacturing process and mechanical behaviors of “carbon fiber-graphene” (CF-G) reinforced thermoplastic polyurethane (TPU) composites were investigated. The CF-G reinforced TPU composite filaments were prepared by the screw extrusion process, then the G+CF/TPU composites were manufactured by the fused deposition modeling (FDM) technology and microwave post-treatment process. It shows that the CF-G heterostructure can synergistically enhance the mechanical properties of TPU composites. Especially, by adopting the novel microwave post-treatment process, the G+CF/TPU specimens exhibited the further improved tensile strength and toughness, which may be attributed to the promoted interface bonding between the reinforcing phase and matrix, and the reduced internal defects between points, layers, and channels induced by the synergistic effect between the CF-G heterostructure and microwave. This study has positive significance for exploring the mechanical reinforcement and post-treatment processes of 3D printed materials.
-
Key words:
- 3D printing /
- carbon fiber /
- thermoplastic urethane /
- mechanical properties /
- microwave treatment /
- synergistic effect
-
熔融沉积成型技术(fused deposition modeling,FDM)是一种基于热塑性材料的3D打印技术,具有机械结构简单、维护成本较低等优势[1–3],是工程结构材料和功能材料领域中极具应用前景的新型制造成型技术。在实际工程中,聚合物因具有耐磨性好、可循环利用等特性,是高端跑鞋、轮胎等领域未来重要的发展方向。然而,3D打印聚合物材料具有较低的机械强度,极大地限制了其在承重领域中的应用[4–6]。
当前,改善3D打印聚合物材料力学性能的方法主要有2种。最常用的方法是在高分子基体中添加一种或多种增强相,以改善材料的力学性能,通常是将大分子相[7]和刚性填料[8]引入基体,从而赋予其优异的力学性能。目前,研究人员已采用碳纤维[9]、碳纳米管[10]、碳化硅微纤维[11]等物质提高3D打印材料的强度和刚度。例如,Tzounis等[12]采用挤出工艺制备了含不同长度碳纳米管的导电热塑性聚氨酯(thermoplastic urethane,TPU)复合材料,发现长碳纳米管对TPU复合材料拉伸强度和模量的提升更明显,但是当碳纳米管的质量分数提升到2.5%和5.0%时,TPU复合材料的拉伸强度降低。Ning等[13]基于FDM技术研究了具有不同碳纤维(carbon fiber,CF)含量和长度的丙烯腈-丁二烯-苯乙烯(acrylonitrile-butadiene-styrene,ABS)3D打印线材的力学性能,结果表明,当碳纤维的体积分数达到15%时,相比于纯ABS,CF-ABS的模量有所增大,但拉伸强度没有提高。另一种重要的力学性能优化方法是采用后处理工艺。Cao等[14]发现,退火和丙酮气相处理将对玻璃纤维增强聚乳酸(polylactic acid,PA)-TPU复合材料部件的尺寸精度和机械性能产生影响。Mushtaq等[15]采用激光抛光方法对3D打印尼龙-6试件进行后处理,在降低试件表面粗糙度的同时,提升了弯曲强度和拉伸强度。尽管研究人员尝试用多种方法提升3D打印聚合物材料的力学性能,但是添加单一或常规增强相的方法对于改善材料力学性能的效果有限,后处理工艺也存在易产生有毒物质、耗时长等问题。因此,寻找合适的增强相,并在此基础上选择有效的后处理工艺,是获得高性能3D打印高分子材料的重要途径。
CF和石墨烯(graphene,G)是一类具有优异力学、电学等性能的轻质碳材料,被认为是复合材料的理想增强相[16–17]。CF和G分别具有一维和二维空间结构特性,在基体中的分布特性和排布方式存在显著差异,将两者混合后可能形成特殊的空间结构和排布方式,为3D打印材料的力学性能调控提供新的思路。此外,CF和G可以与微波进行良好的耦合,实现微波能转化为热能,进而促进其与基体材料的界面结合。与烘箱热处理法等常规后处理工艺相比,微波后处理工艺具有诸多优点:(1) 微波处理可以在分子水平产生作用,与外部产生的热量相比,具有更高的加热速率和更均匀的温度分布[18];(2) 在微波处理过程中,能量通过电磁场这种非接触方式传递给被加热材料,在材料厚度方向上快速加热的同时降低了温度梯度;(3) 微波加热可以减少处理时间并节省能源。因此,微波后处理技术可作为调控3D打印高分子材料性能的重要手段,有望实现3D打印TPU复合材料的力学性能优化。目前,以CF和G为增强材料的3D打印TPU复合材料以及利用微波加热技术进行后处理的研究报道还很少,关于TPU复合材料的力学性能调控机理及其与微波的耦合特性尚不明确。
本研究采用具有抗冲击、相容性好、不易变形等特点的TPU作为原材料(可应用于人工心脏和血管、飞机机舱内饰和座椅等),利用FDM 3D打印机,制备由CF和G增强的TPU复合材料,探讨CF和G增强相与微波耦合共同调控TPU力学性能的作用机制,以期为改善3D打印复合材料的力学性能提供制备方法、合成工艺以及后处理工艺,使其能够在航空航天等重要领域获得应用。
1. 材料制备与性能表征
1.1 原材料
作为基质的热塑性聚氨酯(Elastollan 1164D,BASF Polyurethanes)购自苏州惠乐多塑化有限公司,是一种广泛应用于3D打印的树脂。增强相包括购自碳烯技术有限公司的短CF(T700G-12K,日本东丽株式会社,直径7 μm,密度1.80 g/cm3,抗拉强度4.9 GPa,模量240 GPa,纤维长度50~100 μm)和购自宿迁烯谷纳米科技有限公司的多层石墨烯(片径10 μm,纯度大于99%)。
1.2 复合材料制备
以TPU为基体、CF、G以及G-CF为增强相,制备TPU复合材料。将CF、G以及G-CF混合物增强的TPU复合材料试件分别定义为CF/TPU、G/TPU和G+CF/TPU。G和短CF增强TPU的3D打印试件的整个制造过程如图1所示。
1.2.1 复合线材制备
将所有材料置于60 ℃的烘箱中干燥36 h。在电子天平上称取对应质量的CF、TPU和G粉末,按比例混合并搅拌均匀。制备G/TPU共混粉末(G和TPU的质量比为5∶95)和CF/TPU共混粉末(CF和TPU的质量比为5∶95)时,将CF或G粉末按比例加入TPU粉末中并搅拌均匀,以研究低含量增强相的提升效果;制备G+CF/TPU共混粉末(G、CF、PU的质量比为1∶5∶94,少量的G作为调节相)时,先将G与CF粉末混合,然后加入TPU粉末中并搅拌均匀。
采用台式单螺杆挤出机(Wellzoom C,深圳市米思达科技有限公司)将纯TPU粉末或共混粉末熔融,得到纯TPU线材和TPU复合线材。不同线材对应的挤出参数见表1。在约25 ℃的环境温度下通过缠绕装置拉动挤出物通过0.5 m长的水浴槽进行冷却,调节牵引机的转速,使线材直径和椭圆度严格控制在(1.75±0.05) mm。
表 1 不同复合材料的挤压参数Table 1. Extrusion parameters of different compositesMaterial Extruder barrel heating zone temperature/℃ Extruder head temperature/℃ Screw rotational speed/(r·min−1) Pure TPU 196 190 24 CF/TPU 188 184 18 G/TPU 182 179 24 G+CF/TPU 180 177 18 1.2.2 3D打印试件制备
利用FDM 3D打印技术将线材送入 ANYCUBIC Mega S 打印机,以制作哑铃形标准试件(标记距离部分尺寸:20 mm×4 mm×2 mm)。首先,使用SOLIDWORKS 绘制哑铃形标准试件,将包含打印试件几何参数的STL文件导入 CURA切片软件。经过多次尝试和探索,将FDM 喷嘴直径设置为0.40 mm,平台温度设置为 80 ℃,纯TPU、G/TPU、CF/TPU 和G+CF/TPU 3D打印试件的喷嘴温度分别设置为205、215、215和215 ℃。打印速度保持40 mm/s,层高设为 0.1 mm,打印角度为0°,与拉伸方向一致。
1.2.3 微波后处理
采用微波加热对FDM打印试件进行后处理,其中:微波炉型号为Q5-251A,模式为多模,频率为2.45 GHz,输出功率为1 kW,处理时间为300 s。
1.3 力学性能测试和特性
在TCS-2000-GD型拉伸-压缩试验机上开展拉伸试验(加载速度2 mm/min)。每种试件的试验结果取4次试验的平均值。采用Saikedigital型显微镜观察和分析有、无微波处理的试件内部结构及损伤形貌。采用红外热像仪(FLIR C2,温度范围−10~150 ℃,精度±2 ℃,80像素×60像素)检测打印试件的表面温度。
2. 结果与讨论
图2显示了未经微波处理的纯TPU试样和TPU复合材料试样的拉伸测试结果。可以看出,加入G和CF后,3D打印TPU复合材料的拉伸强度和韧性均增大,当G的质量分数仅为1%时,拉伸强度达到23 MPa(比纯TPU高54.36%),韧性高达146.5 MJ/m³(比纯TPU高75.02%)。这表明,在TPU材料中添加CF和G后,CF和G在改善3D打印TPU复合材料的力学性能方面可能产生协同效应。
 图 2 无微波处理的纯TPU样品和无微波处理的不同TPU复合材料的拉伸测试结果Figure 2. Tensile test results of pure TPU samples and different TPU composites in the absence of microwave radiation
图 2 无微波处理的纯TPU样品和无微波处理的不同TPU复合材料的拉伸测试结果Figure 2. Tensile test results of pure TPU samples and different TPU composites in the absence of microwave radiation为进一步探索G和CF的加入对经微波处理的3D打印TPU复合材料的影响,开展了有、无微波处理条件下3D打印TPU复合材料的拉伸对比实验。图3(a)和图3(b)分别显示了无微波处理的纯TPU试件和微波处理后的CF/TPU和G+CF/TPU复合材料3D打印试件的拉伸强度、韧性以及应力-应变曲线。结果表明,2种TPU复合材料打印试件都在短时间(30 s)的微波处理后实现了拉伸强度和韧性的提升,微波是实现TPU复合材料非接触快速提升力学性能的有效途径,但是2种复合材料打印试件在微波处理后的力学性能提升程度不同。其中:CF/TPU的拉伸强度增大至21.8 MPa(比无微波处理的纯TPU的拉伸强度高46.31%,比无微波处理的CF/TPU的拉伸强度高1.87%),韧性增大至146.6 MJ/m³(比无微波处理的纯TPU的韧性高75.15%,比无微波处理的CF/TPU的韧性高2.52%);此外,对于含G的材料,G+CF/TPU的拉伸强度进一步增大至23.7 MPa(比无微波处理的纯TPU的拉伸强度高59.10%,比无微波处理的G+CF/TPU的拉伸强度高3.04%),韧性则增大至159.6 MJ/m³(比无微波处理的纯TPU的韧性高90.68%,比无微波处理的G+CF/TPU的韧性高8.94%),即微波处理后G+CF/TPU打印试件表现出最高的拉伸强度和韧性。这表明,CF-G结构显著提高了3D打印TPU复合材料的拉伸强度和韧性,经微波处理后拉伸强度和韧性进一步提高,暗示CF与G之间可能存在特殊的协同增强和增韧机理,有必要从力学和微波耦合两个方面进一步分析CF-G结构对3D打印TPU复合材料力学性能的影响。
 图 3 无微波处理的纯TPU样品与微波处理后的不同TPU复合材料的拉伸测试结果Figure 3. Tensile test results of pure TPU samples without microwave radiation and different TPU composites after microwave radiation treatment
图 3 无微波处理的纯TPU样品与微波处理后的不同TPU复合材料的拉伸测试结果Figure 3. Tensile test results of pure TPU samples without microwave radiation and different TPU composites after microwave radiation treatment2.1 CF-G的力学增强协同作用
众所周知,增强相必须与基体有良好的界面结合才能将其优异的性能传递给聚合物复合材料,从而发挥其力学增强增韧作用。对于填充不同增强相的TPU复合材料,其增强相结构与界面的结合存在显著差异,进而影响TPU复合材料的力学性能。为了探索CF-G结构在3D打印TPU复合材料中的排列分布和界面结合情况,通过光学显微镜对3D打印TPU复合材料试件进行微观表征,结果如图4所示,其中红色箭头和黄色箭头指示CF。从图4可以看到,CF/TPU和G+CF/TPU样品中的CF在沿打印方向具有择优取向排布。当拉伸载荷方向与打印轨迹方向平行时,CF能够充分发挥其承载优势,使材料获得更高的拉伸强度和韧性。因此,3D打印CF-TPU复合材料的力学性能明显优于3D打印纯TPU材料。
 图 4 微波处理前后不同复合材料的微观形貌:(a)~(e) 微波处理前,(f)~(j) 微波处理后Figure 4. Microscopic morphology of different composites before and after microwave treatment: (a)−(e) before microwave treatment, (f)−(j) after microwave treatment
图 4 微波处理前后不同复合材料的微观形貌:(a)~(e) 微波处理前,(f)~(j) 微波处理后Figure 4. Microscopic morphology of different composites before and after microwave treatment: (a)−(e) before microwave treatment, (f)−(j) after microwave treatment在3D打印CF-TPU复合材料中加入G后,其力学性能再次提升,为了探索CF-G结构协同增强力学性能的机制,以下将从应力分布和载荷传递角度进行分析。图5显示了CF/TPU和G+CF/TPU复合材料代表性单元在拉伸载荷下的应力分布和载荷传递模型。根据剪力滞后理论,当载荷施加到材料上时,这些外部载荷首先施加在基体上,然后通过界面传递到增强相上,即当短CF加入TPU时,剪切应力τ将沿着CF与TPU之间的界面。如图5(a)中的红色椭圆区域所示,拉伸载荷下,在短CF端部几何突变位置处会产生显著的应力集中,影响复合材料的承载能力。未经微波处理的短CF与TPU之间的界面很难进行理想地黏结,短CF很容易因局部剪切破坏而从基体中拔出。随着G的加入,部分G包裹在CF的表面,扩大了纤维端部及中间部分与基体的接触面积,不仅能分散纤维端部的局部应力,还能提高纤维与基体之间的界面结合特性,从而减小应力集中,改善基体的应力分布。图4(c)中蓝色箭头指示的G片表明,G片的加入大大增加了增强相的分散程度,有效地分散了基体承担的载荷,使复合材料的拉伸强度得到提升。其次,从图4(c)还可以发现,短CF端部产生孔洞时,分散在端部的G片可以阻止裂纹的扩展。当G包裹在CF端部(如图5(b)所示)时,将形成特殊的3D结构,这种异质结构将改变CF与基体之间的界面特性,剪切应力可以沿着CF-G与TPU之间的界面而不是CF与TPU之间的界面传递(见图5中黑色曲线),从而改善界面结合。CF-G这种力学协同机制使得3D打印G+CF/TPU复合材料的拉伸强度和韧性得到明显提升。
 图 5 不同TPU复合材料的负载传递机制示意图Figure 5. Schematic illustration of load transfer mechanisms for different TPU composites
图 5 不同TPU复合材料的负载传递机制示意图Figure 5. Schematic illustration of load transfer mechanisms for different TPU composites2.2 CF-G与微波耦合诱导的力学增强作用
实验结果显示,微波处理后的CF/TPU和G+CF/TPU打印试件的拉伸强度再次得到了提升,尤其是微波处理后的G+CF/TPU复合材料达到了最高的拉伸强度和韧性。下面将深入分析CF-G异质结构与微波耦合增强3D打印复合材料力学性能的机制。
TPU作为一种在高温下能够产生黏性流动从而实现损伤自修复和孔隙填充的基体材料,在热处理过程中可能改善3D打印TPU复合材料的界面结合特性。微波是一种快速、非接触、体加热的处理方法。图6(a)、图6(b)分别显示了G和CF在G+CF/TPU样品中的分布特点及CF-G三维结构与微波之间的耦合形式。
 图 6 G+CF/TPU复合材料的微波吸收示意图Figure 6. Schematic diagram of microwave absorption of G+CF/TPU composites
图 6 G+CF/TPU复合材料的微波吸收示意图Figure 6. Schematic diagram of microwave absorption of G+CF/TPU composites在本研究的材料体系中,如图6所示,由于CF和G的材料特性,将产生多种与微波耦合的损耗形式:(1) CF和G是导电性良好的碳材料,其表面含有极性悬浮键,它们会以极化损耗的形式引起微波能量耗散,如图6(e)所示;(2) G中存在缺陷位点,这些缺陷会捕获电荷载流子,破坏电荷平衡,并在交变微波电场作用下通过偶极极化和弛豫过程产生热量;(3) 除了介电损耗形式外,由于G的导电特性,微波磁场在G表面诱发旋转电场并产生涡流,形成涡流损耗,并迅速传递到基体,如图6(c)所示;(4) 随着CF和G填充到TPU基体中,对于G+CF/TPU 复合材料,由于CF和G的异质性, CF-G异质结构会诱发大量异质界面(见图6(b)中的紫色曲线),导致显著的界面极化损耗,并提供额外的微波能量耗散,如图6(d)所示。因此,CF-G异质结构引起的协同效应进一步增加了TPU复合材料的微波耗能途径,使更多的微波能转化为热能,促进基体流动,改善了TPU复合材料中增强相与基体之间的界面结合。
微波处理是将微波能转化为热能并传递给基体,从而改善界面。通过红外热像可以直接获取不同材料体系的微波加热效率。为此,利用红外热像仪测量了3D打印试件的温度,如图7(a)和图7(b)所示。经过30 s的微波处理后,G+CF/TPU的表面温度明显高于CF/TPU的表面温度。这表明,加入G后,复合材料确实通过更多的方式与微波耦合,产生更多热量,促进了界面上物质的流动和扩散,改善了界面结合。
 图 7 微波处理30 s后CF/TPU和G+CF/TPU复合材料的表面温度Figure 7. Surface temperature of CF/TPU and G+CF/TPU composites after microwave treatment of 30 s
图 7 微波处理30 s后CF/TPU和G+CF/TPU复合材料的表面温度Figure 7. Surface temperature of CF/TPU and G+CF/TPU composites after microwave treatment of 30 s为了探索微波处理对3D打印复合材料界面结合的作用,采用可见光显微镜观察了有、无微波处理的CF/TPU和G+CF/TPU试件的内部结构和损伤断面形貌。图4(e)和图4(j)中的绿色椭圆代表纤维拔出时粘连的基体,对比发现:未经微波处理的短CF与TPU之间的界面结合并不理想,短CF被拔出时并不会粘连太多基体;而微波处理后拔出的CF表面上附着较多的TPU,表明其界面结合得到了显著改善,改进的界面结合可能是微波处理G+CF/TPU的拉伸强度高于无微波处理G+CF/TPU的拉伸强度的原因。此外,图4(a)~图4(j)中的红色和黄色箭头分别表示有、无微波处理的复合材料中CF与CF周围基体的结合状态。通过对比图4(a)、图4(b)、图4(f)、图4(g)发现,微波处理后,CF与基体的界面结合明显变好;通过对比图4(b)和图4(g)发现,微波处理后,CF插入基体产生的孔隙明显变少;图4(a)~图4(j)中的白色和黄色椭圆分别表示有、无微波处理的复合材料中的孔隙位置,对比发现,微波处理后TPU产生黏性流动并填充孔隙。这说明CF和G的加入成功地将微波能转化为热能并传递给基体,微波对复合材料打印试件的处理可以明显改善孔隙对基体的影响。正因为微波处理过程中CF与G相互耦合形成协同,3D打印G+CF/TPU复合材料的界面得到改善,拉伸强度和韧性再次得到提升。
3. 结 论
采用 FDM 技术成功制备了纯TPU、G/TPU、CF/TPU和G+CF/TPU复合线材及相应的打印试件。实验结果表明,单独加入G或CF都会提升3D 打印TPU的拉伸强度和韧性,并且加入CF时提升效果更加显著。当G和CF混合后加入TPU中形成CF-G异质结构时,会形成力学耦合效应,使材料的拉伸强度和韧性得到显著提高。CF-G异质结构协同增强力学性能的同时,还表现出另一种协同效应,即引起多种微波耦合耗能,从而有效地将微波能转化为热能,促进TPU的黏性流动,增强3D打印TPU复合材料的界面结合,复合材料的拉伸强度和韧性再次提升。与纯TPU相比,经过微波处理的G+CF/TPU试件的拉伸强度提高了59.10%,韧性提高了90.68%。CF-G结构的2种协同机理为3D打印复合材料提供了新的制备方法和后处理工艺,也为高性能TPU复合材料的优化和轻量化设计提供了思路。
-
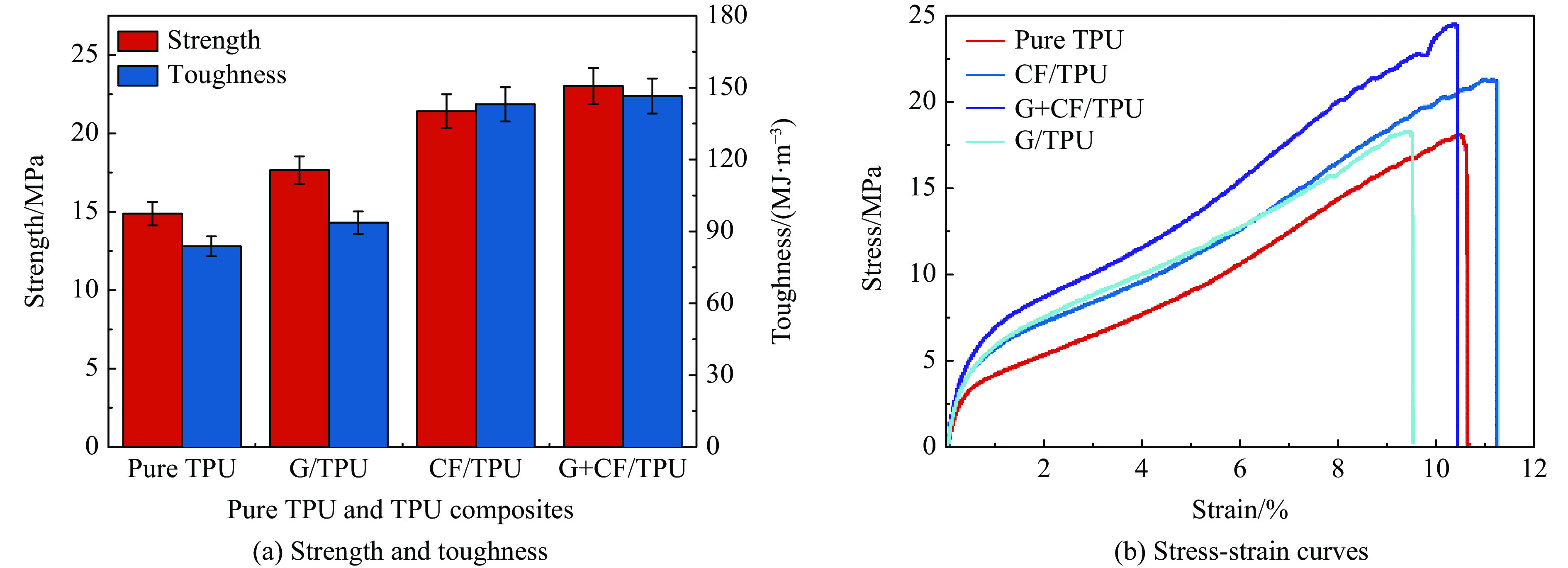
图 2 无微波处理的纯TPU样品和无微波处理的不同TPU复合材料的拉伸测试结果
Figure 2. Tensile test results of pure TPU samples and different TPU composites in the absence of microwave radiation

图 3 无微波处理的纯TPU样品与微波处理后的不同TPU复合材料的拉伸测试结果
Figure 3. Tensile test results of pure TPU samples without microwave radiation and different TPU composites after microwave radiation treatment
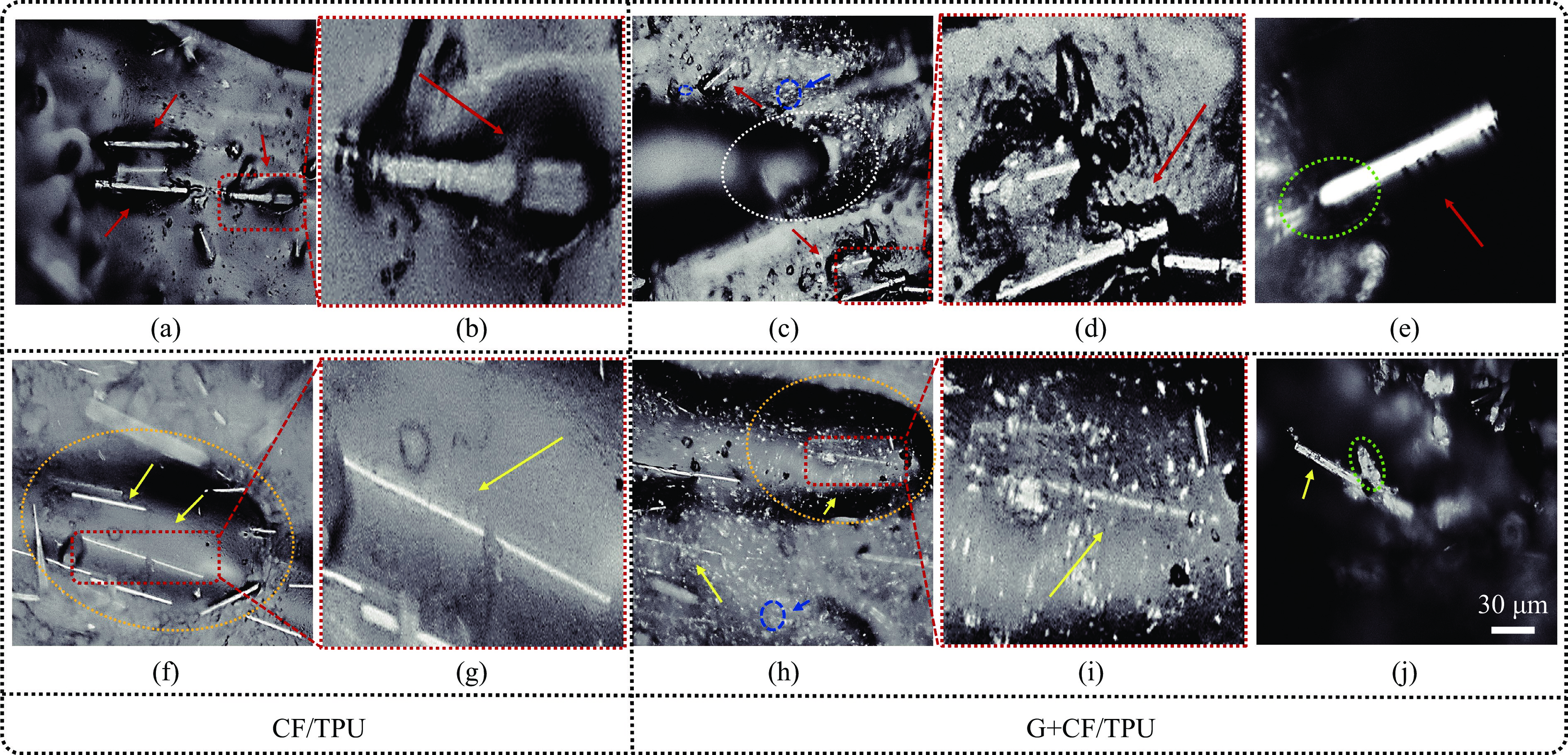
图 4 微波处理前后不同复合材料的微观形貌:(a)~(e) 微波处理前,(f)~(j) 微波处理后
Figure 4. Microscopic morphology of different composites before and after microwave treatment: (a)−(e) before microwave treatment, (f)−(j) after microwave treatment
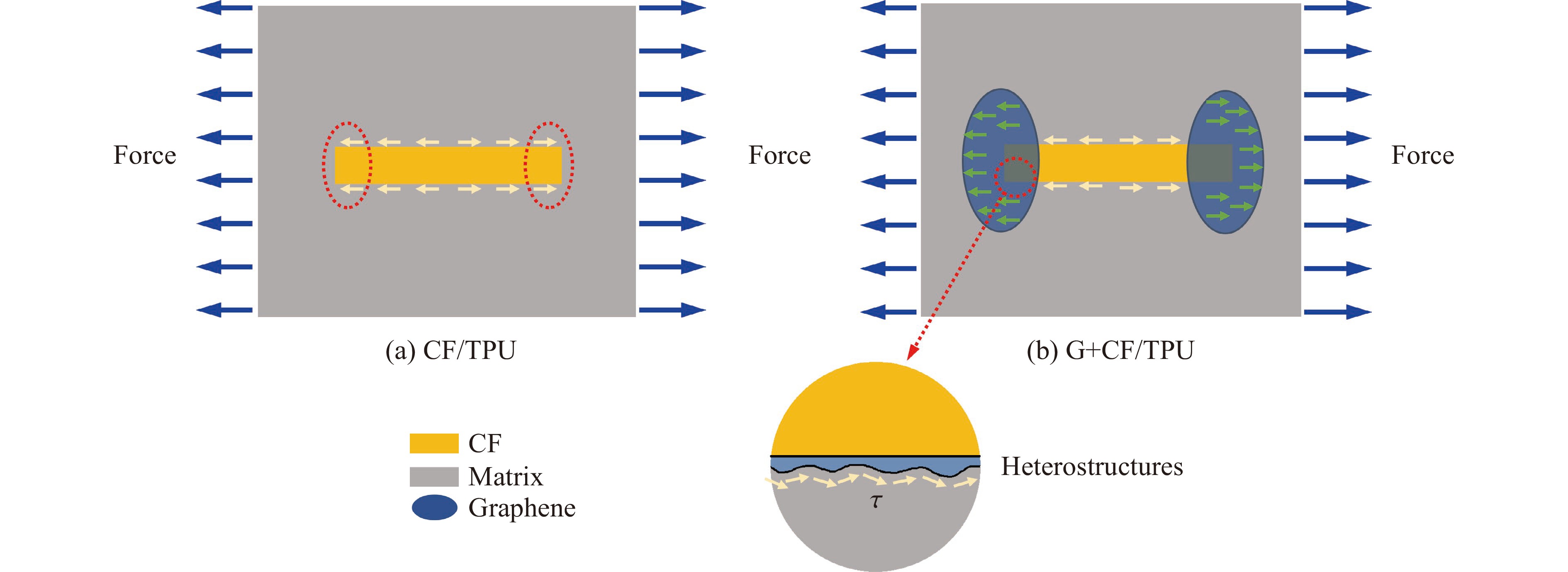
图 5 不同TPU复合材料的负载传递机制示意图
Figure 5. Schematic illustration of load transfer mechanisms for different TPU composites
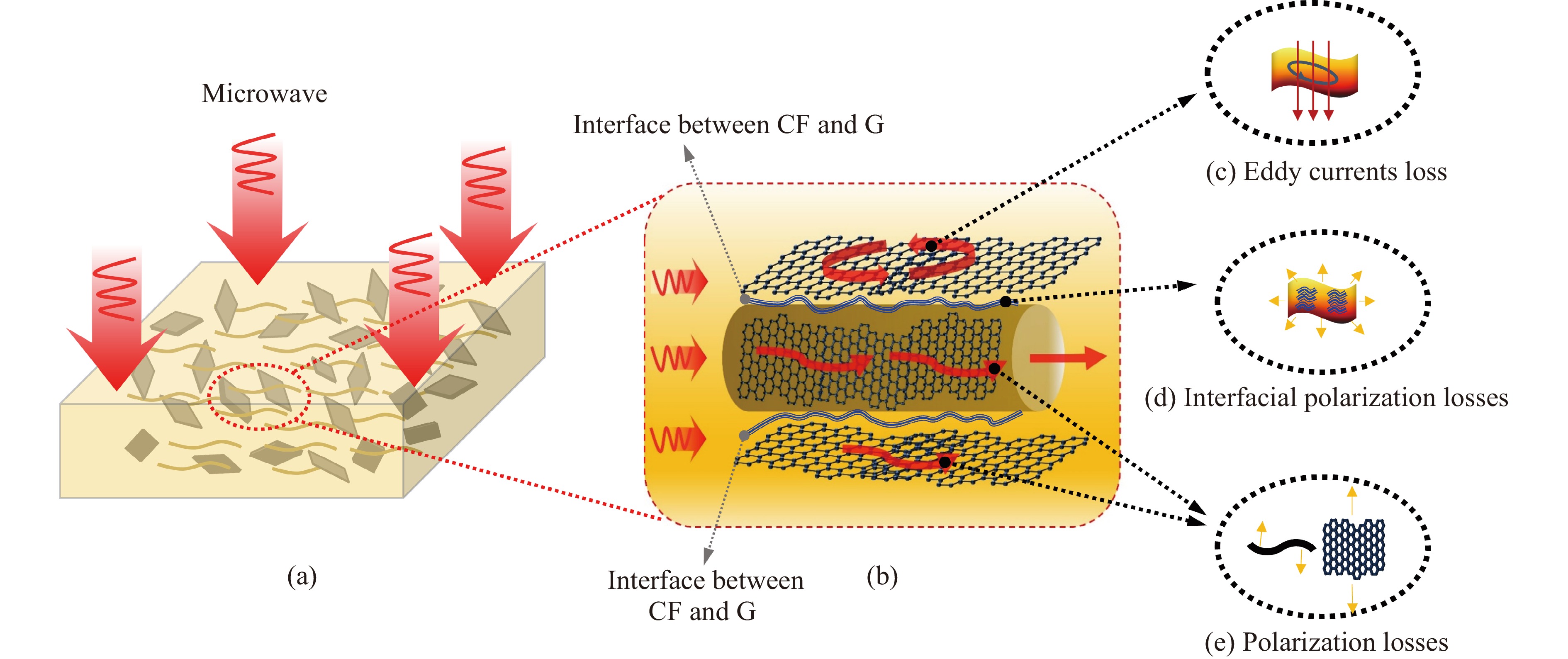
图 6 G+CF/TPU复合材料的微波吸收示意图
Figure 6. Schematic diagram of microwave absorption of G+CF/TPU composites
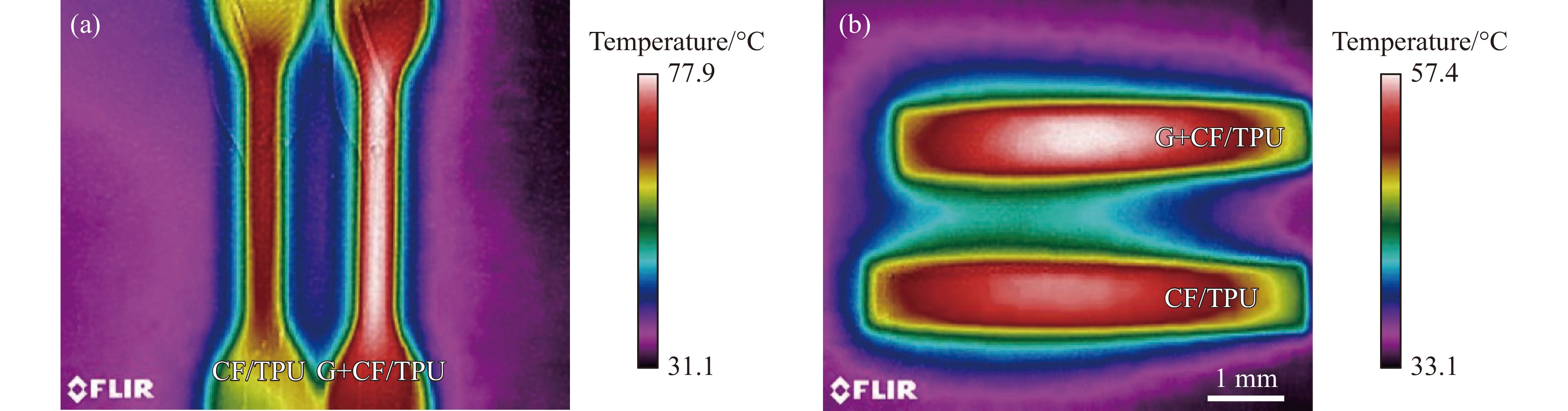
图 7 微波处理30 s后CF/TPU和G+CF/TPU复合材料的表面温度
Figure 7. Surface temperature of CF/TPU and G+CF/TPU composites after microwave treatment of 30 s
表 1 不同复合材料的挤压参数
Table 1. Extrusion parameters of different composites
Material Extruder barrel heating zone temperature/℃ Extruder head temperature/℃ Screw rotational speed/(r·min−1) Pure TPU 196 190 24 CF/TPU 188 184 18 G/TPU 182 179 24 G+CF/TPU 180 177 18  下载: 导出CSV
下载: 导出CSV
-
[1] 侯祥龙, 雷建银, 李世强, 等. 3D打印贝壳仿生复合材料的拉伸力学行为 [J]. 高压物理学报, 2020, 34(1): 014102. doi: 10.11858/gywlxb.20190768HOU X L, LEI J Y, LI S Q, et al. Tension mechanical behavior of 3D printed composite materials inspired by nacre [J]. Chinese Journal of High Pressure Physics, 2020, 34(1): 014102. doi: 10.11858/gywlxb.20190768 [2] 孟祥生, 武晓东, 张海广. 3D打印浆砌层合结构复合材料层间断裂韧性的数值模拟 [J]. 高压物理学报, 2020, 34(4): 044206. doi: 10.11858/gywlxb.20190827MENG X S, WU X D, ZHANG H G. Numerical simulation on interlaminar fracture toughness of 3D printed mortar laminated composites [J]. Chinese Journal of High Pressure Physics, 2020, 34(4): 044206. doi: 10.11858/gywlxb.20190827 [3] 于鹏, 韦归鸿, 黄圣华, 等. 3D打印TPU/PCL共混物食管支架在食管内的生物力学性能 [J]. 工程塑料应用, 2023, 51(9): 123–129. doi: 10.3969/j.issn.1001-3539.2023.09.020YU P, WEI G H, HUANG S H, et al. Biomechanical properties of 3D printed TPU/PCL blends for esophageal stents in the esopha-gus [J]. Engineering Plastics Application, 2023, 51(9): 123–129. doi: 10.3969/j.issn.1001-3539.2023.09.020 [4] YAN J, DEMIRCI E, GANESAN A, et al. Extrusion width critically affects fibre orientation in short fibre reinforced material extrusion additive manufacturing [J]. Additive Manufacturing, 2022, 49: 102496. doi: 10.1016/j.addma.2021.102496 [5] TEKINALP H L, KUNC V, VELEZ-GARCIA G M, et al. Highly oriented carbon fiber-polymer composites via additive manufacturing [J]. Composites Science and Technology, 2014, 105: 144–150. doi: 10.1016/j.compscitech.2014.10.009 [6] NUGROHO W T, DONG Y, PRAMANIK A, et al. Smart polyurethane composites for 3D or 4D printing: general-purpose use, sustainability and shape memory effect [J]. Composites Part B: Engineering, 2021, 223: 109104. doi: 10.1016/j.compositesb.2021.109104 [7] WANG X, JIANG M, ZHOU Z W, et al. 3D printing of polymer matrix composites: a review and prospective [J]. Composites Part B: Engineering, 2017, 110: 442–458. doi: 10.1016/j.compositesb.2016.11.034 [8] LIU W B, WU N, POCHIRAJU K. Shape recovery characteristics of SiC/C/PLA composite filaments and 3D printed parts [J]. Composites Part A: Applied Science and Manufacturing, 2018, 108: 1–11. doi: 10.1016/j.compositesa.2018.02.017 [9] DUTY C E, KUNC V, COMPTON B, et al. Structure and mechanical behavior of big area additive manufacturing (BAAM) materials [J]. Rapid Prototyping Journal, 2017, 23(1): 181–189. doi: 10.1108/RPJ-12-2015-0183 [10] HUA L Q, WANG X, DING L N, et al. Effects of fabrication parameters on the mechanical properties of short basalt-fiber-reinforced thermoplastic composites for fused deposition modeling-based 3D printing [J]. Polymer Composites, 2023, 44(6): 3341–3357. doi: 10.1002/pc.27325 [11] HMEIDAT N S, PACK R C, TALLEY S J, et al. Mechanical anisotropy in polymer composites produced by material extrusion additive manufacturing [J]. Additive Manufacturing, 2020, 34: 101385. [12] TZOUNIS L, PETOUSIS M, GRAMMATIKOS S, et al. 3D printed thermoelectric polyurethane/multiwalled carbon nanotube nanocomposites: a novel approach towards the fabrication of flexible and stretchable organic thermoelectrics [J]. Materials, 2020, 13(12): 2879. doi: 10.3390/ma13122879 [13] NING F, CONG W, QIU J, et al. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling [J]. Composites Part B: Engineering, 2015, 80: 369–378. doi: 10.1016/j.compositesb.2015.06.013 [14] CAO L, XIAO J, KIM J K, et al. Effect of post-process treatments on mechanical properties and surface characteristics of 3D printed short glass fiber reinforced PLA/TPU using the FDM process [J]. CIRP Journal of Manufacturing Science and Technology, 2023, 41: 135–143. doi: 10.1016/j.cirpj.2022.12.008 [15] MUSHTAQ R T, WANG Y, KHAN A M, et al. A post-processing laser polishing method to improve process performance of 3D printed new industrial nylon-6 polymer [J]. Journal of Manufacturing Processes, 2023, 101: 546–560. doi: 10.1016/j.jmapro.2023.06.019 [16] BARMOUZ M, HOSSEIN BEHRAVESH A. Shape memory behaviors in cylindrical shell PLA/TPU-cellulose nanofiber bio-nanocomposites: analytical and experimental assessment [J]. Composites Part A: Applied Science and Manufacturing, 2017, 101: 160–172. doi: 10.1016/j.compositesa.2017.06.014 [17] HAN S, CHAND A, ARABY S,et al. Thermally and electrically conductive multifunctional sensor based on epoxy/graphene composite [J]. Nanotechnology, 2020, 31(7): 075702. doi: 10.1088/1361-6528/ab5042 [18] SANG L, HAN S F, LI Z P, et al. Development of short basalt fiber reinforced polylactide composites and their feasible evaluation for 3D printing applications [J]. Composites Part B: Engineering, 2019, 164: 629–639. doi: 10.1016/j.compositesb.2019.01.085 -


 下载:
下载:






 下载:
下载:

 点击查看大图
点击查看大图

计量
- 文章访问数: 152
- HTML全文浏览量: 62
- PDF下载量: 23
